



Категория: Инструкции

Макс. диаметр сверления ( мм)
Макс. диаметр торцевой фрезы ( мм)
Инструкция по эксплуатации универсального фрезерного станка JTM-949EVS
Инструкция по эксплуатации универсального фрезерного станка JTM-1050EVS2
Инструкция по эксплуатации универсального фрезерного станка JTM-1254EVS
Инструкция по эксплуатации универсально-фрезерного станка модели JMD-26X2 XY

Макс. диаметр сверления ( мм)
Макс. диаметр торцевой фрезы ( мм)
Макс. диаметр концевой фрезы ( мм)
-сверление с автоподачей ( мм)
Частота вращения шпинделя (об/мин)
ISO 50 (DIN 2080)
Ход пиноли шпинделя(мм)
Автоподача пиноли шпинделя (мм/об)
0,045 / 0,86 / 0,142
Расстояние шпиндель-стойка (мм)
Расстояние шпиндель-стол (мм)
Перемещение стола по оси Х (мм)
Перемещение стола по оси Y (мм)
Перемещение стола по оси Z (мм)
Скорость перемещения по Z(мм/мин)
Автоматическая подача по оси Х (мм/мин)
Кол-во Т-образных пазов
Размеры Т-образных пазов ШхГ (мм)
Выходная мощность, верт/гор. (кВт)
Потребляемая мощность кВт
Габаритные размеры (ДхШхВ) ( мм)
2070 х 2020 х 2320
Инструкция по эксплуатации универсально-фрезерного станка модели JMD-1452TS DRO

Частота вращения шпинделя (об/мин)
Инструкция по эксплуатации широкоуниверсального инструментального фрезерного станка Jet JMC-1448GH


















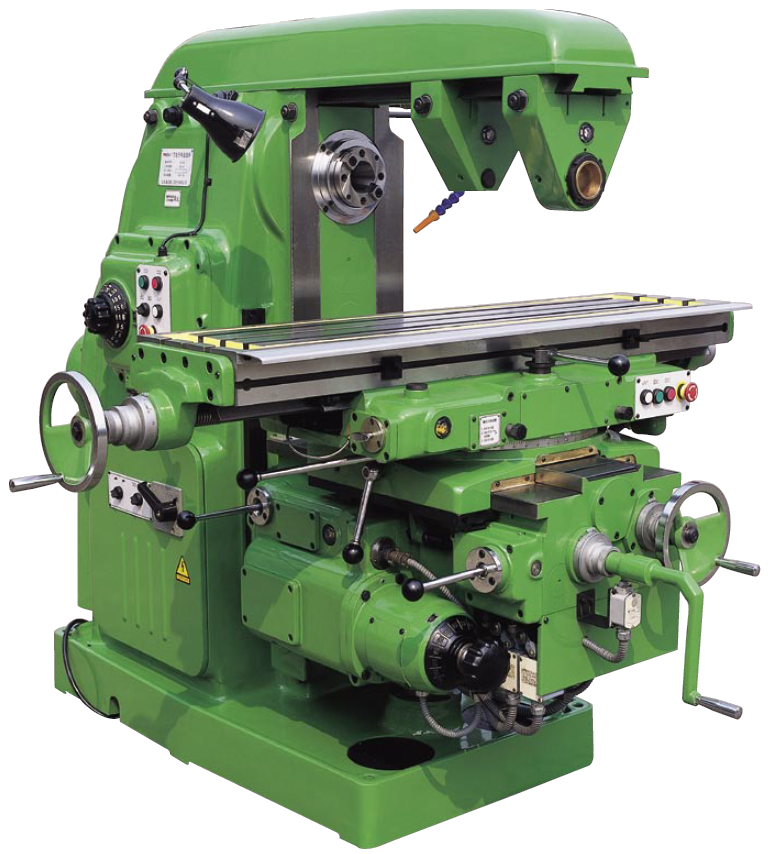
Основное назначение фрезерных станков – обработка плоскостей, пазов, уступов для придания нужного контура обрабатываемой детали, сверление, растачивание отверстий и т.п. JET предлагает два типа фрезерных станков: вертикально-фрезерные и универсальные. Вертикально-фрезерные станки оснащены только вертикальным шпинделем. Универсальные фрезерные станки имеют более широкую область применения, оснащены независимыми вертикальным и горизонтальным шпинделями. Преимуществом горизонтального фрезерования является более высокая производительность обработки.
При выборе фрезерных станков необходимо ориентироваться на:
– мощность двигателя (максимальный диаметр обрабатываемого отверстия);
– перемещение (ход) фрезерного стола;
Фрезерные станки по металлуОсновное назначение фрезерных станков – обработка плоскостей, пазов, уступов для придания нужного  контура обрабатываемой детали, сверление, растачивание отверстий и т.п. JET предлагает два типа фрезерных станков: вертикально-фрезерные и универсальные. Вертикально-фрезерные станки оснащены только вертикальным шпинделем. Универсальные фрезерные станки имеют более широкую область применения, оснащены независимыми вертикальным и горизонтальным шпинделями. Преимуществом горизонтального фрезерования является более высокая производительность обработки.
контура обрабатываемой детали, сверление, растачивание отверстий и т.п. JET предлагает два типа фрезерных станков: вертикально-фрезерные и универсальные. Вертикально-фрезерные станки оснащены только вертикальным шпинделем. Универсальные фрезерные станки имеют более широкую область применения, оснащены независимыми вертикальным и горизонтальным шпинделями. Преимуществом горизонтального фрезерования является более высокая производительность обработки.
При выборе фрезерных станков необходимо ориентироваться на:
– мощность двигателя (максимальный диаметр обрабатываемого отверстия);
– перемещение (ход) фрезерного стола;
– расстояние от торца шпинделя до стола;Фрезерные станки по металлу: устройство, правила работы
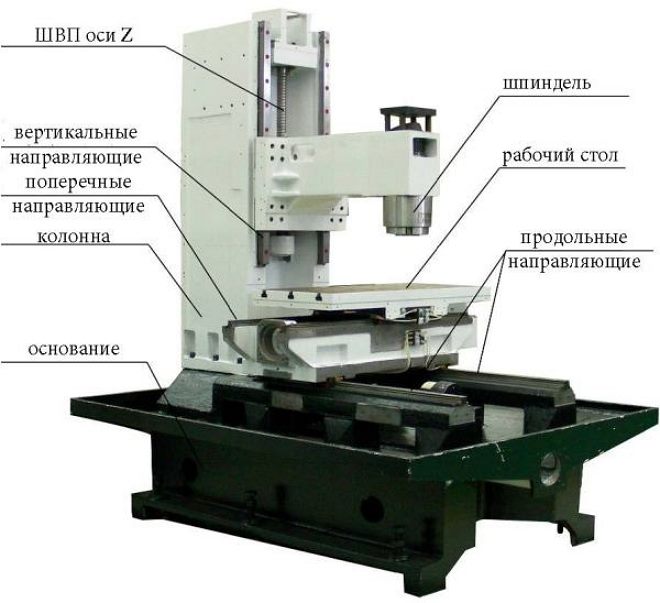
Все консольно-фрезерные станки в своей конструкции используют типовые решения. Устройство фрезерных станков по металлу включает в себя ряд типовых узлов.
Основание используется как опора станков, а имеющиеся конструктивные пазы и ниши позволяют основание использовать как резервуар для смазочно-охлаждающих технологических средств.
Станина является базовым узлом фрезерного станка по металлу. Внутренние полости станины позволяют размещать: коробку скоростей и элементы пульта управления и переключения, шпиндель станка, главный электродвигатель движения и аппаратуру электрооборудования станка в боковых нишах закрытых дверцами. Перемещение механизмов по станине осуществляется по вертикальным направляющим именуемым «ласточкин хвост». К перемещаемым механизмам относят консоль. Также консольно-фрезерные станки по металлу имеют и верхние направляющие пазы, в них устанавливается хобот станка .
Шпиндель – это подвижный вал. Конструктивно вал сделан пустотелым, а его особенности это: подвижность и жесткость конструкции. Передний конец вала позволяет устанавливать и закреплять фрезы, формы которых, могут быть различными.
Хобот в станках с горизонтальным шпинделем перемещается по пазам верхних направляющих. Он служит для поддержания свободного выступа конца фрезерной оправки серьгой. Вылет хобота из станка может быть закреплён регулироваться и фиксироваться в необходимом положении.
Консоль в фрезерных станках по металлу — чугунная отливка коробочной формы с вертикальными и горизонтальными направляющими, внутри её размещены: коробка подач, механизм ее переключения и электродвигатель привода подачи.
Салазки — это промежуточное звено в станке. Они являются узлом между столом станка и консолью. Нижние пазы салазок предназначены для поперечного перемещения стола, а верхние для продольного перемещения стола.
Стол фрезерного станка по металлу расположен на салазках. Его перемещение по верхним направляющим  салазок производится в продольном направлении. На станочном столе устанавливаются и закрепляются различные приспособления, а также обрабатываемые заготовки. Т-образные пазы позволяют закреплять на рабочей плоскости стола, как приспособления, так и заготовки подлежащие обработке. Консоль станка и салазки станка обеспечивают столу консольно-фрезерного станка движение подачи в трех геометрических взаимно перпендикулярных направлениях: (X)-продольном, (Y)-поперечном и (Z)-вертикальном.
салазок производится в продольном направлении. На станочном столе устанавливаются и закрепляются различные приспособления, а также обрабатываемые заготовки. Т-образные пазы позволяют закреплять на рабочей плоскости стола, как приспособления, так и заготовки подлежащие обработке. Консоль станка и салазки станка обеспечивают столу консольно-фрезерного станка движение подачи в трех геометрических взаимно перпендикулярных направлениях: (X)-продольном, (Y)-поперечном и (Z)-вертикальном.
Универсально-фрезерные станки в отличие от консольно-фрезерных станков имеют стол который может быть повернут в (X-Y)-горизонтальной плоскости на угол 45° в обе стороны. Отличительная особенность заключается в том, что салазки таких станков конструктивно состоят из двух частей — верхней и нижней. Устройство верхней части включает в себя: круговую градусную шкалу (лимб) для отсчета угла поворота и винтовые зажимами которые служат для фиксации углового положения.
Вертикально-фрезерные станки широко используются в основном в двух исполнениях: с поворотным шпинделем и с неповоротным. В станках с поворотным шпинделем, шпиндель смонтирован в поворотной шпиндельной головке при помощи выдвижной гильзы, он может быть повернут в вертикальной плоскости на угол до 45° в обе стороны от (Z)-оси. Гильза со шпинделем в этой группе станков выдвигается маховичком и зажимается рукояткой на станке.
Широкоуниверсальные фрезерные станки имеют смонтированные два шпинделя: горизонтальный и поворотный. Поворотный шпиндель смонтирован в поворотной шпиндельной головке на выдвижном хоботе, внутри которого имеется встроенная коробка скоростей с индивидуальным приводным электродвигателем. Шпиндельная головка в конструкции этих станков позволяет устанавливать шпиндель на станке под разными углами наклона, к плоскости стола, в двух взаимно перпендикулярных плоскостях от (Z)-оси, что значительно облегчает обработку деталей сложной формы. Уход за станком. Как и всякое сложное оборудование, за фрезерными станками необходим систематический уход, который обязан выполнять фрезеровщик в течение каждой рабочей смены на станке.
Уход за станком. Как и всякое сложное оборудование, за фрезерными станками необходим систематический уход, который обязан выполнять фрезеровщик в течение каждой рабочей смены на станке.
Рабочий до начала работы:
1. Обязан проверить общее состояние станка: рукояток управления, состояние направляющих и рабочей поверхности стола, ограничительных кулачков, надежность крепления всех частей, небходимо наличие щитков ограждения
2. Проверить уровень масла по контрольным окнам-глазкам станины, консоли, салазок и серьги. При недостаточном количестве масла – дополнить и долить.
3. Залить технические масла во все масленки-станка ручной смазки. Смазать маслом направляющие салазок и стола ручным насосом.
4. Проверить работу фрезерного станка на холостом ходу. Обязательно следует последовательно убедиться в исправном действии: органов управления, механизма торможения шпинделя фрезерного станка, систем автоматической смазки станка по струйным маслоуказателям и воздушной системы охлаждения.
Рабочему в течение работы:
1. Следует внимательно следить за работой фрезерного станка; оберегать шлифованные направляющие консоли и рабочую шлифованную плоскость стола от механических повреждений.
2. Ни в коем случае не переключать коробку скоростей на фрезерном станке по металлу и коробку подач станка на ходу; перед включением механической подачи неоднократно убедиться в свободном перемещении консоли и салазок на станке.
По окончании работы:
1. Последовательно отключить фрезерный станок от питающей электросети.
2. Необходимо тщательно очистить фрезерный станок от стружки, протереть его рабочую часть хлопчатобумажной ветошью, смоченной в масле.
3. Смазать тонким слоем технического масла направляющие станины, консоли станка, рабочую поверхность стола и открытые поверхности шпинделя.
4. Сообщить, рабочему-сменщику и мастеру по организации работ, по всем замеченным недостаткам в работе станка.
Работающему на фрезерных станках следует учитывать, что каждая модель, может иметь ряд конструктивных особенностей, которые невозможно предусмотреть в общих правилах по уходу за станками. Поэтому необходимо перед началом работы фрезеровщику тщательно изучить инструкцию по технической эксплуатации фрезерного станка.
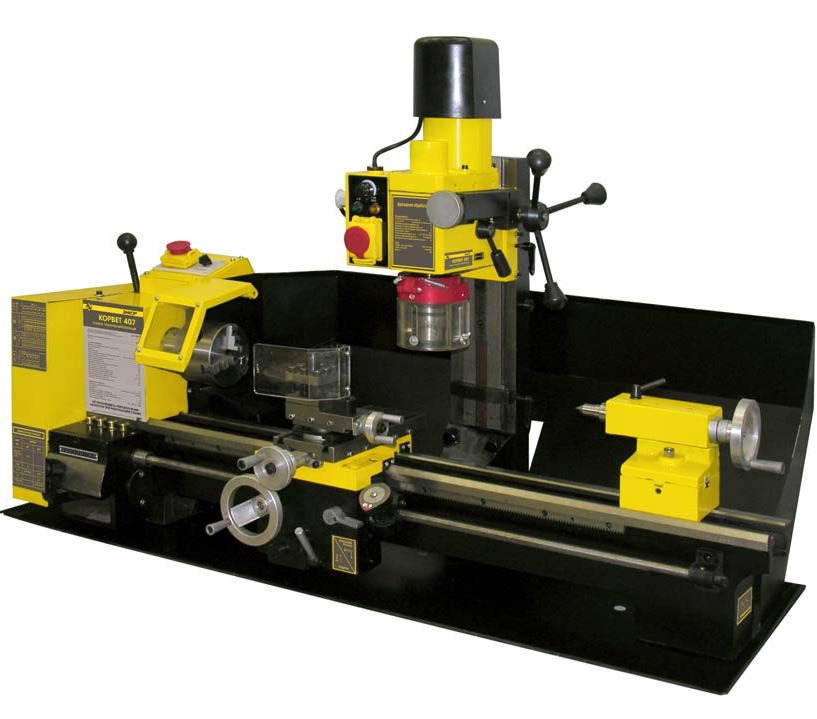
Самодельные станки своими рукамиСамодельный станок может быть ручным или с электроприводом. Такие работы как, например, изгибание листового металла удобнее делать вручную, а вот фрезерный или циркулярный станок оборудуется электромотором. Собирая самодельный станок своими руками, человек сталкивается с несколькими  проблемами: какой материал использовать для станины, из чего сделать ровную долговечную поверхность крышки стола, как вращательное движение преобразовать в прямолинейное, какие есть способы механической передачи и как их сконструировать в домашних условиях. В этой статье описаны возможные способы реализации всех этих задач при сборке станка своими руками.
проблемами: какой материал использовать для станины, из чего сделать ровную долговечную поверхность крышки стола, как вращательное движение преобразовать в прямолинейное, какие есть способы механической передачи и как их сконструировать в домашних условиях. В этой статье описаны возможные способы реализации всех этих задач при сборке станка своими руками.
Материал для станины будущего станка
Самыми распространёнными материалами для того, чтобы сконструировать самодельный станок, являются металл, древесина (МДФ, ДСП, OSB, фанера) и полимерные пластики. Металл более прочный, не боится влаги, но его труднее обрабатывать и он тяжёлый и дорогой. Древесина – более дешёвый материал, лёгкий в обработке, однако из-за влажности может деформироваться и терять устойчивость. Для станков, с ровной крышкой стола, таких как циркулярка, используют листы или панели с гладкой поверхностью. Чтобы продлить срок службы крышки из древесных плит, их покрывают листом пластика, стеклотекстолита или оцинковки. Большинство людей для постройки станины используют древесину, т.к. она универсальна, и её проще крепить. Кроме того, в ней можно делать направляющие пазы, а чтобы они в процессе работы не вырабатывались, их усиливают металлическим профилем.
Механизмы преобразования движения
Не смотря на то, что в сети есть готовые чертежи самодельных станков, каждый человек может их доработать и усовершенствовать. Кроме того, часто приходится подгонять схему под имеющиеся в наличии детали и материалы. Чтобы мощность двигателя не терялась при передаче движения вала мотора рабочему механизму, следует выбрать оптимальную для данного станка схему. Какие есть способы кинематической передачи, которые легче всего реализовать в домашних условиях? Это в первую очередь передачи трения (ременная, фрикционная) и передачи зацепления (цепная, зубчатая, червячная и т.д.).
Для таких самодельных станков как циркулярка, сверлильный, фрезерный, а также станок для сетки рабицы, самым эффективным и недорогим способом кинематической связи с двигателем является ременная передача. Она обеспечивает достаточно цепкую и бесшумную связь между шкивами электропривода и вала, приводящего в движение рабочую часть оборудования. К тому же с её помощью удобно осуществлять  регулировку скорости вращения. Как рассчитать нужные параметры шкивов? Для этого пользуются формулой: D1/D2=n2/n1, где D1 — диаметр ведущего шкива, D2 — диаметр ведомого шкива, n1 — число оборотов ведущего колеса, n2 — количество оборотов ведомого колеса.
регулировку скорости вращения. Как рассчитать нужные параметры шкивов? Для этого пользуются формулой: D1/D2=n2/n1, где D1 — диаметр ведущего шкива, D2 — диаметр ведомого шкива, n1 — число оборотов ведущего колеса, n2 — количество оборотов ведомого колеса.
В станках с ЧПУ, где обороты должны быть строго фиксированными, ременная передача не годится, ведь возможны проскальзывания и, следовательно, неточности выполнения операций. В таких сборках можно пользоваться червячной или зубчатой передачей.
Для построения лифта самодельного фрезерного станка больше подходит червячная передача. Когда мы вращаем шпильку, гайка, закреплённая в держателе привода, накручивается на шпильку и служит передаточным элементом, поднимая или опуская короб с электродвигателем. А чтобы не делать много оборотов, для выставления фрезы на нужную высоту вращением шпильки, можно сделать фрикционную или зубчатую передачу.
В таких станках, где необходимо вращательное движение превратить в обратно поступательный ход (электролобзик, кузнечный пресс), применяют кривошипно-шатунный, кулачковый, или кулисный механизм.
Какие бы функции ни выполнял самодельный станок, сделанный своими руками, всегда есть возможность что-то улучшить. Однако всегда нужно помнить о технике безопасности.
Сварочные столы и плиты TEMPUS - в наличии на складе!
Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки
Доставка по всей России!
Проверить легкость перемещения стола станка во всех направлениях ручными подачами, при необходимости ослабить стопорные устройства и установить стол в положение, удобное для установки фрезы.
При возникновении вибраций остановить станок и принять меры к их устранению, проверить состояние и крепление фрезы, надежность закрепления заготовки и приспособления, выбранные режимы резания.
Установка и смена фрезыПеред установкой фрезы на станок проверить:
При установке и съеме фрез остерегаться ранений рук о режущие кромки. Для этого необходимо использовать рукавицы или предварительно надевать на фрезу кожухи, закрывающие ее режущие зубья.
При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта. Фиксацию осуществляют, включив коробку скоростей во избежание проворачивания шпинделя.
После закрепления фрезы проверить биение ее режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Установка заготовок и зажимных приспособленийПеред установкой заготовок на стол станка или в приспособление очистить их от загрязнений; особое внимание обратить на состояние базовых поверхностей; при наличии на базовых поверхностях заусенцев, грата и других неровностей необходимо удалить их слесарным инструментом.
Места крепления заготовки следует выбирать как можно ближе к обрабатываемой поверхности. Особое внимание должно быть уделено состоянию поверхности стола.
Перед установкой заготовки на стол станка необходимо тщательно очистить его от загрязнений и стружки. В случае крепления заготовки на необработанные поверхности следует применять прихваты с насечкой.
Если обработку производят в приспособлении, то необходимо выполнить следующие работы:
Удалять стружку со стола после снятия каждой обработанной детали с помощью капроновых, волосяных или щетинных щеток (для этой цели может быть использован пылесос).
Производить установку и съем тяжелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на станке.
Приемы работы на фрезерном станке:
При наладке операции фрезерования особое внимание следует обращать на жесткое и надежное крепление заготовки и инструмента. Биение режущих кромок фрез не должно быть больше, чем предусмотрено чертежом. В отдельных случаях целесообразно применить виброгасящие устройства.
Обычная точность при фрезеровании находится в пределах 9. 11-го квалитета, а шероховатость обработанной поверхности Ra 1,6. 6,3 мкм.
В табл. 10.2 приведены причины отказов при фрезеровании плоскостей, прямоугольных и фасонных пазов и канавок, уступов с одной или двух сторон.
Таблица 10.2 Отказы фрезерных станков и способы их устраненияОтказы фрезерных станков и ихпричины
Полное описание Технические характеристики Комплектация Доставка
Мини фрезерный станок FPX-20E предназначен для обработки лёгких и небольших деталей или корпусов из различных материалов в условиях мелкосерийного производства, а так же в домашних мастерских, благодаря малым габаритам, низкому потреблению мощности и возможности подключения к бытовой сети 220 вольт.
В данной модели предусмотрена тонкая подача шпинделя и регулировка глубины сверления. На станке можно выполнять сверление, фрезерование и другие операции обработки осевым режущим инструментом.
Основные узлы и детали оборудования
Привод мини фрезерного станка обеспечивается коллекторным двигателем с постоянными магнитами. Диапазоны оборотов выбираются с помощью двухскоростной коробки передач (H и L). Плавная регулировка скорости вращения шпинделя обеспечивает потенциометр, благодаря которому можно установить любую скорость вращения в выбранном диапазоне.
Подача шпинделя осуществляется двумя способами. Один способ – посредством рычага подачи, который служит, прежде всего, для сверления или чернового прохода при фрезеровании (максимум 2мм за проход). Другой способ – с помощью микроподачи. Её включение производится рычажком в положение «А» (рис.5). При помощи червячной передачи, вращая маховичёк микроподачи, посредством лимба, можно достичь требуемой глубины обработки. После установки глубины, необходимо зажать шпиндель зажимным болтом 4.