








Категория: Инструкции
fulamonik. Для интереса попробуйте найти на нее информацию в интернете я уже не говорю о чертежах или каталогах,все сгорело при налете на Германию.Ну а если что-то найдете я сниму перед вами шляпу и прошу поделиться инфо
Не знаю я что там сгорело, но заводское оборудование после войны было вывезено в СССР по репарации. Потом на этом заводе выпускали машины Kohler и Altenburg, а позже все вместе вошло в объединение Textima.
Что касается самой машины, то это НЕ детская машина, а компактная. Этот размер называется 3/4 и подобные машины выпускались многими фирмами. Если не ошибаюсь, это Vesta Saxonia. Данная машина, когда продавалась в Англии рекламировалась как "Little Vesta" и выпускать их начали где-то на рубеже 19-20 веков. Выпускали их довольно долго и со временем у них менялся и дизайн, кинематика и рисунок. Последняя была уже с челноком как у 127-го класса Singer. Фирма эта выпускала подобные машины еще и под другими названиями, но я этого сейчас не помню. Если пошарить в интернете, то, думаю, вполне можно найти дополнительную информацию.
Я не эксперт по старым машинам, но, мне кажется. что машина на первом ролике с восстановленным лакокрасочным покрытием. Впрочем, я вполне могу ошибаться.
заводское оборудование после войны было вывезено в СССР по репарации. Потом на этом заводе выпускали машины Kohler и Altenburg, а позже все вместе вошло в объединение Textima.
.
Я очень извиняюсь, но просто не мог пройти мимо, поскольку я, скорее всего, главный любитель швейных машинок Vesta, если не в мире, то уж, пожалуй, в России почти наверняка.
Немного уточнить, а вернее - дополнить слова глубокоуважемого techsupport.
Завод Kohler в городе Altenburg был рядом с заводом Веста, на соседней улице (кстати, сейчас эти здания снесены, не очень давно, и вроде бы на этом месте парк). И машинки и до войны выпускались параллельно. Весту в 1946 вывезли, поскольку завод выпускал военную продукцию с 1940 года.
У меня есть и довоенные Kohler и Vesta. Ну и послевоенные Kohler и Altenburg
Фирма Веста ( Vesta ) одновременно выпускала много разных моделей машинок, и с "челноком-лодочкой" и
с "челноком-цилиндр"- 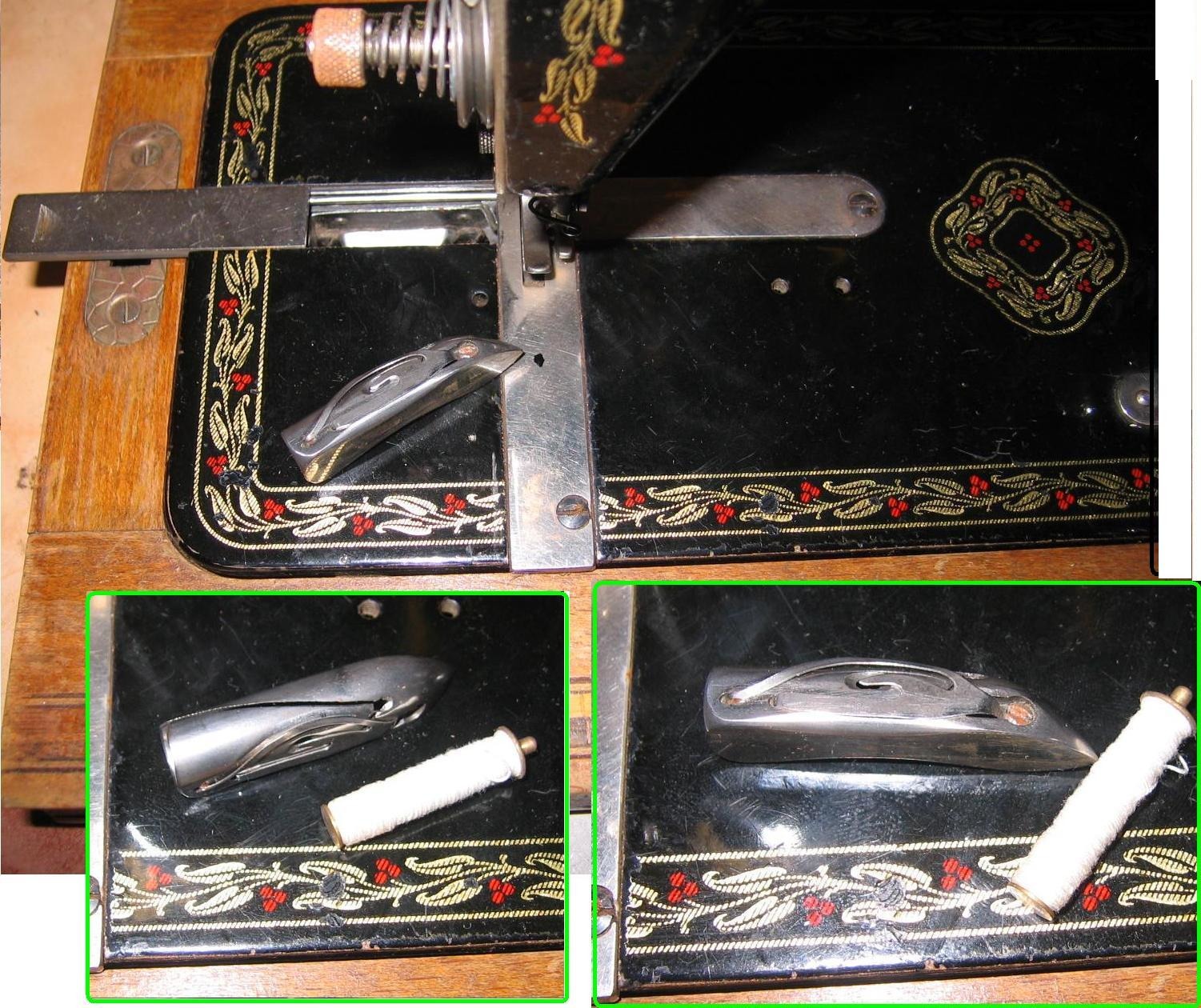
, с челноком-пулей и центральношпульные.
Бытовые и промышленные.
Более полно фирма называлась VESTA L.O.Dietrich ALTENBURG. на машинках с начала ХХ века обычно так и написано.
. Я не эксперт по старым машинам, но, мне кажется. что машина на первом ролике с восстановленным лакокрасочным покрытием. Впрочем, я вполне могу ошибаться.
Это был такой орнамент на небольших машинках Веста 30-х годов.
Машинки эти и были с показанным выше цилиндрическим челноком.
В основном именно эти машинки и шли на экспорт по всему миру, они были под названием:
Valecita, Vesta, Vestacita, Vesta Filia, Vestalette, Vestonia, Vestazinha, Vestinha, William. в основном вижу Vesta и Vestazinha, вторую наиболее часто в испаноговорящих странах и в Ю.Америке. 
и даже с зигзагом (примерно 1935-е годы): 
(эта Веста 302 - единственная Веста купленная мной за границей, в Германии.)
Все фото использованные здесь, разумеется, из моих машинок Веста.
Всего их у меня, наверное, около трех десятков (это фирмы Веста), и все куплены в России всего года за два.
Что косвенно свидетельствует об их "редкости".
В моём фотоальбоме, если что, большую часть их фото с разных сторон при желании можно найти в интернете.
там их многие десятки, ни к чему здесь утомлять их изобилием.
Вообще, о машинках фирмы Веста мог бы написать во много раз больше, но не всем, наверное, нужны подробности, сейчас всё легко находится поиском в интернете, так что вот так, "кратенько".
(Кстати, когда покупал в Германии всякие швейномашиночные штуки, на е-бей, были там и кучи бумаг. Продавец написал, что его отец работал на фирме Веста и там были кучи и эскизов, бумаг, негативов и фотографий, стоило всё чисто символически, можно было и купить, но он не хотел слать в России. Стояло в продаже месяцами, потом, скорее всего, всё просто выкинули в помойку, поскольку никому так и не понадобилось, чтобы заплатить несколько евро )
Молнии для всех
Мне от бабушки в наследство досталась машинка этой фирмы. Ей в свою очередь досталась от матери, думаю, что машина выпуска рубежа 20 века, либо начало 20-го, потому что бабушка 1913 г.р. Мама рассказывала, что бабушка очень гордилась этой машинкой, потому что у всех знакомых были "поповки", а у неё немецкая. Т.к. машинка очень интенсивно эксплуатировалась, у неё полностью стерт рисунок и название. Металлический лейбл частично отломан. Я долго не знала название машинки, думала, что Зингер. Но однажды повернула деревянный чехол к свету под определенным углом и на нем стало видно название "Vesta", краска естественно стерта и при обычном освещении такое впечатление, что никаких надписей не было. Челнок пуля, шпулька только одна.
Скорее всего типа такой, если старая.
Кстати, на старых машиках, примерно 1890-1900 года нередко не писали название.
Только эмблемка-шильдик, да и то нередко без названия.
Несколько моделей из 30-х из рекламки, разные типы челнока:
Из истории:
Изначально заводов в Альтенбурге было три.
". На 1 Июля 1871 года, три подмастерья слесаря ??Л еопольд О скар Д итрих, Герман Келер и Густав Winselmann основали в Альтенбург цех по производству швейных машин под именем Дитрих и Ко 6 Январь 1872 была первой изготовлена швейная машина под названием Allemannia. в конце того же года, их было уже 300.
Через два года после основания семинара пришли из Дитрих и открыл в Spore Дорога (?) с торговлей аренду швейную машину.
Компания была в Kohler и Winselmann переименованы и перемещены в 1877 году в более просторное помещение.
В 1891 году также начал работать самостоятельно Winselmann, который построил свой ??собственный завод в 1892 году и с 1902 года, как Густав Winselmann GmbH изменил свое название, в котором титан был произведен. Компания была увеличена в годы 1900, 1914 и 1925/26, так что в 1927 году 233 человек были трудоустроены. После Второй мировой войны компания Winselmann закрыта и перемещена только на один производитель продуктов питания, то в середине 50-х Baukombinat Лейпциге.
Герман Колер AG расширил в годы 1897/98 и при условии, швейные машины под названием Kohler назад.
В 1922 году плотник был в Po?neck купил в 1923 году чугунолитейный завод в Zeulenroda связаны. Количество сотрудников было 1927г. - 800 человек.
LO Dietrich основан в 1875 году заводы Веста швейные и переехал производства в 1880 году за год до начала строительства.
Расширения были построены в 1908 году и 1912/13. В 1927г. - 1252 человек были заняты.
Компания была в конце Второй мировой войны и в 1948 году национализировало существующий с 1947 года ВЭБ Nahmaschinenwerke Altenburg Incorporated (Nahmaschinenfabrik Kohler).
Согласен, но модератора теперь нет, так что никто ничего и никуда не перенесет, если только специально не попросить.
Текст выше очень похож на "машинный" перевод. Подобные тексты все же нужно редактировать. а то получится, что Singer, это не название фирмы производящей (производившей) машины, а певец.
да, конечно, . это он такой уже после исправления такой, изначально вообще там было ничего не понять и из-за самих слов и их расположения в предложении. Так хоть примерно смысл хотя бы немного понятен.
Молнии для всех
Не, ИМХО, у Вас ближе к моей, это, полагаю, год до 1900.
Скорее всего типа такой, если старая.
а на рекламке выше намного более поздние модели чем Ваша, там уже годов 1930-х,
там уже были вместо шильдика-эмблемки - краской напечатана эмблема, а главное - совсем другой тип регулировки длины стежка. Ну и моталка другая и т.п.
Я так и предполагала, что рубежа веков. Просто вчера картинка последняя только открылась из Вашего сообщения.




















Lehrbuch zum Gebrauch der VESTA Centralschiff-Naehmaschine
Инструкция к швейной машине Веста, центрально-шпульной.
Страница 4 и 5 получились с необрезанным полем и повторены в конце.
К сожалению, мои умения пользоваться форматом PDF не позволяют удалить уже отсканированную картинку и вставить в ряд на её место другую.
Качество изначально не очень, так как оригинал пожелтевший и с пятнами.
Машинка, в принципе, клон Зингер 15 практически.




Кёхлеры 11 и 11-30 начали выпускаться до войны. Фабрика Hermann Kohler AG была основана в 1897 году. Производство модели Кёхлер 11-30, начали выпускать в 1946 году. На новом ГДР-вском предприятии VEB Nahmaschinenwerke Altenburg. Основана новая фабрика была, при объединении двух предприятий - Kohler и Dietrich до войны выпускала машинки Vesta. На фото 0, показана машина Кёхлер выпуска до 1941 года. Данная машина с маятниковым челноком. Челнок, в виде пули. Но речь в этой статье, о выпуске после 46 года. На фото 1, машина Кёхлер, Kohler выпуска 1946 года. С челноком, как у машины Чайка. Цифрами, показаны основные детали машины: Нижняя горизонтальная часть машины, называется платформа. Вертикальная часть машины Рукав. Ручка переключения, высоты, транспортёрной колодки. От того насколько при подымаются зубчики, над игольной пластиной, транспортёрной колодки, зависит, как машина, будет продвигать, прошиваемый материал. При высоко поднятых зубчиках, тонкую ткань, будет морщить. При низко опущенных, толстую ткань, будет шить мелким стежком. Регулятор натяжения, верхней нити. Верхний нитенаправитель, в форме кнопки. Нитепритягиватель, затягивает нить в строчке, Чем туже нить зажата в регуляторе верхней нити, тем сильнее будет у тяжка верхней нити. На игловодителе, почти на всех швейных машинах, установлен иглодержатель, который и удерживает иглу. Верхним ограничителем положения иглы, является винтик, крепления игольного нитенаправителя. Это проволочка, изогнутая в виде скобы. На фото 2, вид с зади. Цифрами показаны основные детали корпуса: Винт крепления петли, с помощью которой, машина крепится: К тумбе, машина с ножным приводом. К коробу, машина с ручным приводом. К станку, машина с ножным приводом. Но вместо ручного привода, можно установить, бытовой электропривод. Отверстие, в которое вставляется, вторая петля. Отверстие, доступа к винту игловодителя. Только через это отверстие, можно добраться до винтика. Я покажу в этой статье, когда и при каких обстоятельствах, необходимо его трогать! Рычаг подъёма и опускания, стержня лапки. Винт крепления фронтальной крышки. Винт крепления, защитной крышки. Эта защитная крышка, прикрывает доступ, к узлу с вращающимися деталями от детей. Но знания, о деталях этого узла, очень важны для механика и самой швеи! В ручей укладывается кожевенный ремень. Винт крепления, ручного и электро приводов. На фото 3, показана фронтальная часть машины. Вот её основные части: Стержень, крепления - лапки. На всех старых машинах которые длительное время не видели механика, эта втулка - гайка всегда закручена вниз до отказа. Как устранить это я расскажу при выставке стержня лапки. Верхняя втулка стержня - игловодителя. Винт крепления фронтальной крышки. Рычаг подъёма и опускания, стержня лапки. Второй нитенаправитель фронтальной крышки. Стержень, крепления - лапки. На фото не отмечено, крышка доступа к шпульке. На фото 4, показана средняя часть, под фронтальной крышкой. Чтоб сюда добраться, нужно открутить только один винтик. Вот что нужно зделать в порядке очереди: Кисточкой, по вычищать, все наслоения пыли! И по фото 5; 6; 7, - произвести настройку. После настройки, с верху, на каждую деталь, капнуть по капле масла И 18 Цифрами показаны детали, участвующие в настройки машины, вот их названия: Нитенаправитель, над регулятором, верхней нити. К этой скобе, должна притягиваться компенсационная, пружинка, при заправке верхней нити, на машину. При разборке регулятора, будет показано, как и где, она стоит. В данном случае её нет! Винт крепления, регулятора верхней нити, к рукаву машины. Кронштейн, нажимающий на стержень - толкатель, регулятора верхней нити. Винт крепления, стержня лапкодержателя. Внутри этой части поводка, находится винт, крепления игловодителя. Выставка стержня лапкидля всех классов машин. Неисправности, встречающиеся при настройке машин, показаны на фото 5 и 6. И описан способ их устранения, в четыре этапа. Не правильно выставлена лапка, по высоте: На фото 5, лапка поднята в верх. Игловодитель, опускается вниз и упирается в лапку. Вот перечень деталей, фронтальной части: Нажимной винт. Корпус - гайка, в него, в неё вкручивается, нажимной винт. Кронштейн с винтиком 5. Винтик - для регулировки стержня лапки, по высоте. Рычаг - подъёма стержня лапки. Иногда в нём, находится нижняя втулка. Для данной выставки, это не важно, где втулки. Кронштейн с винтиком, на стержне игловодителя. При этом, стержень лапкодержателя, должен опустится в низ. Проворачивая вокруг оси, стержень лапки, в пределах опущенной иглы, добиться, чтоб стержень лапки, опустился. Если не вращается то: Взять стержень, диаметром 5 - 6 мм, длинной не менее 50 мм. После этого, стержень лапкодержателя, опустится. На фото 6, лапка опущена в низ. Но по высоте, не достаёт, до игольной пластины. Корпус, в него вкручивается, нажимной винт. Кронштейн с винтиком 5. Винтик - для регулировки стержня лапки по высоте. Рычаг - подъёма стержня лапки. Иногда в нём, находится нижняя втулка. Для данной темы, это не важно, где втулки. Кронштейн с винтиком, на стержне игловодителя. Итак, лапка легла, на игольную пластину, всей нижней плоскостью. Проворачиваем лапку, относительно иглы, так, чтобы между лыской иглы, слева до внутренней части лапки, расстояние было, в два - три раза больше, чем, между длинным шлицом и внутренним краем лапки справа. Ну и так, чтобы на глаз, она подавала материал ровно, относительно пазов - транспортёрной колодки. И слегка ударяем молоточком. На это зачищенное место, капнуть 1- 2 капли масла. Четвёртый этап, обычно единственный, на чистой машине: На фото 7положение лапки, относительно иглы. На машинах, только с прямой строчкой. Востановление работоспособности, нажимного винта. Настройку делаем, по фото 6 и 7. Под винтом, обычно находится шайба! Откручиваем винт, на половину резьбы. Возвращая этой операцией, пружине жёсткость. Подошва лапки, должна лечь, на поверхность игольной пластины. Для этого, провернув маховое колесо на себя, транспортерная колодка верх зубьев должна опустится, ниже игольной пластины. Проворачивая стержень лапки, вокруг оси, выставляем лапку, относительно иглы. Внутри рукава: На фото 8, вид сзади в круглое окошко. Красной стрелкой, показан винт, отвечающий за положение, эксцентриковой втулки, установленной на оси, главного вала. Положение этой втулки, отвечает за длину стежка. Настройка Эксцентриковой втулки по фото 8: Случается на всех швейных машинах, отворачиваются из - за вибрации, винтики крепления Эксцентриковой втулки. Начинается такое: Во время шитья, тонкий материал стягивает. Игла топчется на месте. То длина стежка 4 мм, то 1 мм. То машина шьёт, в обратном направлении, Хотя, ручка длины стежка, стоит правильно. Проверка: Вращая маховое колесо, опускаем стержень игловодителя в самую нижнюю точку. При этом транспортёрная колодкатакже должна опустится, ниже игольной пластины в самую нижнюю точку. Если у вас не так, то необходимо выполнить настройку, этого узла. Подготовка к настройке. Поднять лапку. Рычаг - регулятор - длины стежка, поставить в положение: максимально от. Проворачивая маховое колесо, рукой на себя, следим за действиями иглы и транспортёрной колодки. Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку. При этом, транспортёрная колодкатакже должна подняться, выше игольной пластины, в самую верхнюю точку. Если этого не произошло то: Настройка. Сильнее ослабляем винтики, крепления, Эксцентриковой втулки. Вращая маховое колесо, подымаем стержень игловодителя, в самую верхнюю точку. Придерживая маховое колесо от проворота! Проворачиваем Эксцентриковую втулку, в вилке, вокруг главного, коленчатого вала. Так, чтобы - верх зубьев, транспортёрной колодки, поднялся выше, игольной пластины, в самое, верхнее положение. Когда ещё чуть-чуть и они начнут, опускаться. Вот в таком положении, зажать винтики крепления, на Эксцентриковой втулке. Практически это делается так: Один винтик, вывернуть полностью. Вместо этого винтика, ввернуть шпильку, или длиннее винт. И использовать этот винт, как рычаг, для проворота эксцентриковой втулки, вокруг оси, главного коленчатого вала. Как только выставили, полу открученный винтик, закрутить! Провернуть маховое колесо, и заменить, ввёрнутую нами шпильку, на винт! Проверка: Вращая маховое колесо, Подымаем стержень игловодителя в самую верхнюю точку. При этом, транспортёрная колодкатакже должна подняться, выше игольной пластины, в самую верхнюю точку. Поверните её вправо и влево, глядя на транспортёрную колодку. Если она приподымается, но всё равно, остаётся ниже игольной пластины, значит у вас ослаблен винт, под платформой. Верхняя часть тяги, соединяющая верхний вал, с нижним, называется вилка. Колено - главного вала. Верхняя часть тяги, соединяющяя верхний вал, с нижним, называется хомут. Красная стрелка, показывает на один из двух винтов крепления, эксцентрикового кулачка - втулки. Зелёная стрелка, показывает на винт - стопор. Винт - стопор, нужно открутить, перед регулировкой, рычага длины стежка. А находится этот регулировочный винт, в окошке, под маховым колесом. Окошко показано на фото 11. Ну обо всём этом, по порядку. На фото 9, Тяга с вилкой вынута из машины. Тяга с вилкой, передаёт движение, от эксцентриковой втулки, с главного вала, на продвижение материала, транспортёрной колодкой. Она состоит: Нижняя часть, тяги с вилкой. Между зубцами вилки, всегда, на всех классах машин, находится Эксцентриковая втулка. Или, её называют кулачком. Отверстие в кронштейне - длины стежка. В него вворачивается рычагкоторый виден снаружи машины. Он двигается по шкале. Выгнутая шайба, выполняет функцию - шайбы гровера. Шайбу гровера, ставить нельзя, потому, что она толстая. А здесь установлена, более чувствительная к зажиму, выпуклая и тонкая, а шайба гровер толстая и более упругая. На фото 10, тяга с хомутом. Тяга с хомутом, устанавливается, на главном валу, на коленной части. И передаёт движение, на подъём и опускание, транспортёрной колодки, при передвижении материала. Хомут - это вся головка. В нём отверстие - для по падения масла, на шейку, колена, главного вала. Или сокращённо - на колен вал! Масло, в эту точку, попадает только тогда, когда игловодитель, находится либо в самом верхнем положении, либо, в самом нижнем положении! Крепления крышки, к тяге. Посадочное место, крепления тяги, к валу - кронштейну, под названием "тройник". Вал - тройник - это передающее звено, в цепи, передачи движения, на подъём и опускание, транспортёрной колодки! Конусом, можно отрегулировать точный зазор, в соединении. Он должен составлять - 0,1 мм. При полной затяжке соединения, у машины будет тяжело вращаться механизм -"Тяжёлый ход". Или будет поломка, этого соединения! При расмотрении, низа платформы, вам всё, станет понятно. Эта гайка, не даёт само откручиваться - конусному винту. Поэтому называется - "контргайкой"! На фото 11, показаны детали с правой стороны рукава. Вот их названия: Установочный винт, с пружиной, крепит шпулемоталку, к защитному щитку, над ручьём ремня. Регулировочный винт, положения - в прижатом состоянии и при отбросе, без касания к шкиву. Ручей на шкиву для ремня, под ножной или электропривод. Винт крепления ручного привода, к рукаву машины. На фото 12, показан узел фрикциона. Винт Фрикциона Ручной привод. По ребру винта накатка, чтоб пальцы руки, не скользили, во время откручивания - закручивания. При закручивании винта, фрикциона, машина включается на рабочий ход. При выкручивании винта, фрикциона, машина, отключает рабочий ход. Нажав на ось шпуле моталки, мы запускаем её в рабочее положение. Если этого, при ослаблении винта фрикциона не происходит, мы, механики, разбираем этот узел. Теперь можем снять ручной привод или электро привод. Сняв кольцо, с ушками и усиками, фото 14, можно стянуть с вала, маховое колесо. Посадочное место шкива, фото 13, зачищаем от ржавчины, чтобы блестело, наждачной бумагой. А так же, внутреннее отверстие махового колеса. И всё смазываем маслом, И-18 А веретённое. Ставим маховое колесо на место. При сборке, особое внимание на кольцо! На фото 13, вид на посадочное место шкива. Посадочное место, махового колеса. Пазы, в которые вставляется кольцо, с внутренними усиками. Винты крепления, защитного кожуха, на котором крепится, шпулемоталка. Винт крепления, ручного привода или кронштейна - электро мотора. Окно, для доступа, к винту тормоза, механизма длины стежка. Бывает так: что при шитье, ручка длины стежка, самопроизвольно меняет своё положение. Устраняется этот дефект так: По фото 8, ослабить винтик, на который указывает, зелёная стрелка. Винт на фото 8, на который указывает зелёная стрелка, зажать! Под винтом фрикциона, стоит кольцо, внутренние усики в верх. На главном валу, втулка с двумя шлицами, на эти шлицы одевается шайба, с тремя наружными "Ушками" и двумя внутренними "усиками". У этого кольца, есть только одно правильное положение! Когда при вкручивании, в винт фрикциона, маленький винтик, окажется между наружными усиками, кольца. При этом, не мешая закручивать винт фрикциона, сильнее. От этого включается рабочий ход машины. А при откручивании винта фрикциона, появлялся холостой ход. То есть, маховое колесо, вращается, а игла на месте. Если, собрав этот узел, у вас не куда, ввернуть малый винтик. Разберите, ещё раз и разверните кольцо с ушками, на 180 градусов. У меня это, тоже получается, через. На фото 15 - 0, показаны детали машины, с низу платформы: Фото 15 - 0. На фото 15 - 1, показаны детали машины с низу платформы, вот их названия: Низ платформы. Винт, крепления конусного пальца. В правом приливе, винт, крепления конусного пальца. Люфт, между валом - кронштейном и конусными пальцами или винтами, или стержнями, должен быть равным - 0,1 мм. Практически - это выставляется так: Дёргаем вал - кронштейн, влево и в право, вдоль оси, мы должны ощущать слабый люфт. Но на глаз, этого сдвига - люфта, не. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо, тяжёлый ход, либо стук, во время шитья. Вал - кронштейн, отвечающий за подъём и опускание, транспортёрной колодки. Валом, называется стержень, вращающийся вдоль продольной оси, на 360 градусов. А стержень, вращаемый на меньший угол, называют - кронштейном. В нашем случае, стержни, имеют цилиндрическую форму, то есть валы. Но проворачиваются на углы, не более 180 градусов. Поэтому и называются: вал - кронштейн. Кронштейн, одет на ось переключателя, высоты транспортёрной колодки. К нему подсоединяется проволочная тяга. На конце которой, палец. Бывает часто, что этот палец, давно не смазывали и не сдвигали. От этого смазка на нём, загустевает. И он, при попытках сдвинуть, рычаг переключателя, высоты транспортёрной колодки, не двигается. И снять его с оси. Заставить ось вращаться в платформе - легко. Смазать каплей растворителя, для масляных красок, вход пальца. Очистить палец от старой смазки. Зачистить об наждачную бумагу. Смазать маслом и вставить на место так как стоял. На кронштейне с вилкой, устанавливается транспортёрная колодка. Правый прилив, вала - кронштейна, отвечающего, за перемещение материала. Левый прилив, вала - кронштейна, отвечающего, за перемещение материала. Вал - кронштейн, отвечающий, за перемещение материала. Левый, винт крепления, конусного пальца. Правый, винт крепления, конусного пальца. Кронштейн с винтом, на нижнем "валу" - соединяется с "тягой с вилкой". Этим винтом, производят выставку положения, транспортёрной колодки, относительно центра, игольной пластины. Нижнее крепление тяги с вилкой. Кронштейн с сухарём, установлен на валу - кронштейне, с толкателем челнока. Тройник - вал -Кронштейн. Тяга с хомутом, нижнее крепление. Левый прилив корпуса, платформы, для тройника. Левый винт, крепления конусного пальца, тройника. С правой стороны от тройника также есть: прилив корпуса, платформы, для тройника. Вал - кронштейн, с толкателем челнока. Петля прижимной крышки, блока челнока. Люфт, между валом - кронштейном и конусными винтами, должен быть равным 0,1 мм. Практически - это выставляется так: Дёргаем вал - кронштейн, влево и в право, вдоль оси, мы должны ощущать, слабый люфт. Но на глаз, этого сдвига - люфта, не. Это и есть 0,1 мм. Если этого не проверить и не устранить, то у машины, будет либо тяжёлый ход, либо стук, во время шитья. Устраняем: На каждом конусном винте, накручена гайка. На каждом из двух приливов, каждого вала, установлен конусный винт с гайкой, упёртый в вал. Так выставку делаем, на одном из приливов. Как только поймали, это положение, гайку зажали. Переходим к следующему валу - кронштейну. Фото 15 - 1. На фото 16, показан блок челнока. Вот детали, участвующие в настройке этого узла: Транспортёрная колодка. Кронштейн, на котором крепится, транспортёрная колодка. Кронштейн, на котором крепится, транспортёрная колодка. Вал - кронштейн, с толкателем челнока. Регулировки, транспортёрной колодки, производится относительно верха, игольной пластины. Настройка первая: Порядок действий, при выставке, транспортёрной колодки на продвижение материала. С установленной игольной пластиной, положить машину, на заднюю часть рукава, как на фото 15. Регулятор длины стежка, поставить на ноль. Маховым колесом, поднять игловодитель вверх. Транспортёрная колодка, также примет верхнее положение. То у вас сбилась эксцентриковая втулка, на главном валу. Чтоб транспортёрная колодка, встала в середине пазов, игольной пластины. Порядок действий, при выставке, транспортёрной колодки, по высоте: С установленной игольной пластиной, положить машину, на заднюю часть рукава, как на фото 15 -1. Маховым колесом, поднять игловодитель вверх. При этом, транспортёрная колодка, встанет в середину пазов, игольной пластины. В таком положении: На валу - кронштейне, ослабить винт. Верх зубьев, транспортёрной колодки, подымется вверх, на максимальную, свою высоту. Но для шитья тонких тканей, верх зубьев, должен возвышаться, над игольной пластиной, не более 0,8 - 1, 1 мм. Для шитья грубых материалов 1,2 -1, 5 мм. Кожа 1,5 - 1,8 мм. Выставите, нужную вам высоту зубов, под тот материал, который будете шить. На фото 16-1, показана более подробно, правая нижняя часть, платформы. Вал - кронштейн, отвечающий за движение транспортёрной колодки, вверх и. Эксцентриковая проточка, вала - кронштейна, с названием - тройник. Люфт - зазор, между приливом тройника и посадочным местом, тяги с хомутом, должен быть 0,1 мм! Иначе у машины, будет тяжёлый ход! Винт, с конусной головкой. Конусный винт, ввёрнутый в прилив. Конусный винт, упёртый в торец вала - кронштейна с названием тройник. Вал - кронштейн, с толкателем челнока, на левом конце. Контргайка, винта с конусной головкой, тяги с вилкой. Винт, с конусной головкой. Вал - кронштейн, передающий движение транспортёрной колодке, на перемещение материала. Подготовка к выставке, челнока: На фото 18, челнок. Он состоит: Ось - на неё одевается, шпульный колпачок. Поясок - в этом месте, защелкивается, защелка шпульного колпачка. Если защелка, шпульного колпачка, не защелкнется, то во время шитья, намотается верхняя нить, на защелку, шпульного колпачка. Место, куда упирается шпулька, при установке, шпульного колпачка, со шпулькой. Ните съёмная грань, по всей длине челнока. В него опускается игла. Остриё, или носик челнока. Вертикальная плоскость, дорожки челнока. Трётся, о прижимную пластину. Горизонтальная плоскость, дорожки челнока. Двигается по боковому ограничителю, в гнезде - в посадочном месте. Беговой поясок - это на челноке. На блоке челнока, место где двигается челнок - называется беговая дорожка! На фото 18, показаны линии, на поверхности челнока, по которым скользит верхняя нить, без за цепов. От многолетней работы, на челноке, образуются ямки, канавки, вот с плоскости мы их и спиливаем. И так же шлифуем. А так же, опиливаем и отшлифовываем, рёбра вертикальной плоскости, сзади и спереди. Эти места, под красными линиями, должны быть гладкими! За цеп, это обрыв или перетирание нити! Эти места, под красными линиями, должны быть гладкими! И не иметь острых кромок! На фото 19, показана задняя часть, челнока. Линиями, отмечены места, с пила. Красная линия, это на сколько нужно, сточить носик, чтоб он стал острый, как остриё иглы. Заточка производится, с передней стороны, челнока! На фото 21, толкатель челнока, входным концом, толкает челнок. Игла при этом, опускается в нижнюю точку ноль. Носик челнока, стукнут об иглу, был заточен по фото 20, можно оставить и. Но лучше подточить с низу, для более лёгкого, входа носика в "петлю напуск". Игла, в центре отверстия, нитенаправительной пластины. Как только игла, дойдет до нижнего ноля, входная часть, толкателя челнока, перестанет толкать челнок. И между челноком и толкателем, появятся зазоры. И только теперь, челнок, начнёт двигать выходной конец, толкателя челнока. И выходной конец, толкателя челнока, начнёт подыматься в верх, что бы, нитепритягиватель, вытащил из челнока нить, захваченную носиком, челнока. Вот детали челночного гнезда. Входная часть, толкателя челнока. Место, куда вставляем отвёртку. Зазор, между пяткой челнока и выходным концом, толкателя челнока. Линия с пила, для заточки носика челнока. Если толкатель челнока, с установленной на нём, буферной пружиной, касается иглы, надо слегка ударить молоточком, по кончику, входного конца, толкателя челнока. Чтоб зазор, был 0,6 - 1 мм, но не. Чтоб выставить эти зазоры, применяем вот такие приёмы: Между корпусом "гнезда" и входной частью, толкателя челнока, вставляем отвёртку. Проворачивая отвёртку, гнём толкатель челнока, на входе в центр круга. Гнуть его можно, не более 1 мм. Ничего гнуть не надо! При изгибе, челнок вытащить! По окончанию выставки, проверить предыдущие зазоры — не сбились ли? Продолжение приёмов после фото 23. На фото 22, показаны зазоры, между челноком и толкателем челнока. На входе верхней нити, в челнок. Зазор - должен быть равен 1,5 мм. Зазор - должен быть равен 0,3 - 0,5 мм. Зазор - должен быть равен 0,5 мм. Зазор должен быть равен 0,3 мм. Но на машинах одного класса, бывает, что толкатель челнока, на входе, чуть длиннее. Или чуть длиннее, на выходном конце. И выставить зазор, в 0,3 мм, ни как не получается. Подпилить, либо на варить электросваркой, входную часть, либо выходную, на 0,05 - 0,1 мм. Чтоб зазоры на входе и выходе, были строго 0,3 мм. Но машина шьёт и при зазоре 0,6 мм. Проверить зазоры можно, если опустить иглу, в нижнюю точку ноль. Носик челнока, зайдёт за иглу, в левую сторону. И упрётся пяткой челнока, в выходной конец, толкателя челнока. На фото 23, показан зазоры, на входе - там где носик, челнока и выходе челнока - пятка челнока. Выставляем зазор на выходе, между пяткой челнока и толкателем. Он должен быть равен 0,3 мм, это в идеале. Так же, гнем толкатель. Отвёрткой в сторону центра, если перегнули, то большими пассатижами, взявшись за корпус одной губкой, второй за толкатель челнока. Гнуть толкатель челнока можно, но не более 1 мм. Чуть поджали, вставили челнок и проверили. Мало ещё чуть. Пусть эта операция, будет лучше в несколько заходов, чем толкатель лопнет. Вставить челнок и Проверить зазоры! При изгибе, челнок вытащить! Подогнули, челнок вставили и проверили, зазор. По окончанию выставки, проверить все, предыдущие зазоры — не сбились ли? На фото 24, показаны три горизонтальные, красные линии. Они показывают, место расположения лыски, на обратной стороне иглы. Зелёная линия, показывает существующее положение носика челнока, относительно лыски иглы. Если у вас не так, как на этом фото, то необходимо произвести выставку, игловодителя, по высоте. Выставку производим так: Маховое колесо, удерживаем от проворота! Он находится в кронштейне, к которому крепится Поводок. Проворачивая влево и вправо, игловодитель опускаем, или подымаем, ориентируемся по лыске иглы. Пересечение, должно происходить, чуть выше, середины лыски иглы! Если, пересечение происходит по отверстию, иглы, машина шить не будет, будут пропуски. Если выше, верхней красной линии, то будут ломаться иглы и тупится носик челнока, а это пропуски стежка. И носик иглы, будет бить, края шпулек. При шитье, кончик иглы, притупляется, увеличивается вертикальное сопротивление на иглу. Игловодитель смещается, по не многу вверх. Поэтому лыску иглы, относительно носика челнока, я устанавливаю на 0,1 мм выше, середины лыски иглы. То есть увеличиваю, пробег, игловодителя, при тупой игле. Зазор, между лыской иглы и носиком челнока, выставляем 0,1 мм. На фото 25, показан низ машины. Цифрами показаны детали, участвующие в выставке зазора в 0,1 мм, между носиком челнока и поверхностью лыски иглы. Блок челнока, Корпус челнока или его ещё называют "Гнездо", двигается относительно, вала - кронштейна, с толкателем челнока. Корпус или блок челнока. Корпус посадочного места, челнока, и втулка - это одно целое. Для увеличения зазора в 0,1 мм, между носиком челнока и поверхностью лыски иглы. На фото 26, показана фронтальная часть верха платформы, со снятой игольной пластиной. Блок или корпус, посадочного места, челнока. При сдвиге корпуса, посадочного места челнока, не допускается проворачивать корпус, вокруг оси! Опущенная игла, должна оставаться в пазу, нитенаправительной, ленточной, пластины. Как на фото 24. На фото 27, проверка шпульки, по высоте. Торцом игольной пластины, мы проверяем, есть ли зазоры, по наружному диаметру, между шпулькой, и внутренней частью колпачка. Верх шпульки, должен быть вровень, с краями колпачка. Видно: края шпульки ниже, а центр, вровень с краями колпачка. Если шпулька, меньше в длину, то она будет болтаться. Что во время шитья, может вызвать, петляние, нижней нити сверху. Будет выше, значит, её будет затирать. Это обрыв нижней нити. Если у шпульки, побиты края, это значит, она болтается и от этого, тупятся, а затем ломаются, иголки. Все побитые края, на шпульке надо опилить, обычным надфилем или напильником! Если у хозяйки, нет, запасной шпульки. А машину нужно запустить. То под шпульку, если она в длину меньше, в колпачок, положить несколько вырезанных прокладок, в форме бублика, из газетной бумаги, каждую прокладку, смазать каплей масла. От этого шпулька, станет выше. Но это только, для данной шпульки. Но работать, как правило, приходится разными нитками, в разные периоды времени. И каждый раз, перестраивать машину, не выгодно. Советую: Купите новый комплект, шпулек, 5 - 6 штук. Покупку делайте, по шпульному колпачку! Как на фото 28. Вот, на что, надо обратить внимание. Паз, в подшпульнике, для входа нити в колпачок. Не должен иметь острых кромок! Не должна иметь протёртостей, с внутренней стороны! Регулировочный винтик, при закручивании - сильнее зажимает нить. У пружинки, при откручивании винтика - нажим ослабевает. Закручиваем, по часовой стрелке, выкручиваем против, часовой! И не должно быть, на винтике, острых шлицов и заусёнок на них! В нём, не должно быть пыли и очёсов! Должна соответствовать, размерам, шпульного колпачка! При вытягивании нити, со шпульки, вставленной в колпачок, шпулька должна вращаться, по часовой стрелке! Поставите по другому и натяжение нити, в строчке, сразу ослабнет. И в строчке, будет поверх материала, виден узелок. И вы начнёте вращать, регулятор натяжения, верхней нити. Кроме этого, при остановке шитья, шпулька, самопроизвольно провернётся, и выдаст чуть больше нити. Да, пружинка её удержит. Но во время выполнении за крепки, в начале шитья, следующего шва, у вас начнёт вытягивать на верх, нижнюю нить, получится не красивый узел. Строчка дальше, будет идти ровно, с вытянутой на верх нижней нитью, вы опять начинаете крутить, регулятор, верхней нити. До следующей начальной за крепки. Показано, как регулировать, винтик пружины, на колпачке. Берём за нить, колпачок со шпулькой, - висит. Если вытягивается, зажимаем винтик, на 1 - 2 оборота. Винтик, вращаем по часовой стрелке часов - закручиваем, против часовой - откручиваем. Шпульный колпачок, с правильно в ставленой шпулькой, должен висеть на этой нити! Мало - Закручиваем винтик, на шпульном колпачке, ещё на 0,5 оборота, по часовой стрелке. Берёмся за нить, для пробы. Ещё на 0,5 оборота, закручиваем и пробуем. Теперь, слегка встряхиваем шпульный На Фото 30. Нити, должно податься от 5 - 15 см, в зависимости от силы встряхивания. Но шпульный колпачок, должен снова зависнуть в воздухе. И нить из него, не должна самопроизвольно разматываться! При смене номера нити, на другой номер, бывает возникает необходимость, снова в регулировке нити, на шпульном колпачке. Но чаще, к регулировке, прибегают, когда шили толстый материал, а затем стали шить тонкий. Но машина может шить и шёлк, и брезент, и мешковину и тик. При этом, должны менять не только номер нити, но и номер иглы. Но этого, ни кто не делает, вызывают механика. Если машина, на толстом материале, начинает рвать, верхнюю нить. ГОСТовская длина стежка в СССР была 2,5 мм, для ткани. Для отделочного шва 4 мм. Сейчас ни кто, ни каких ГОСТов не придерживается. Отсюда и разрывы по шву. На фото 30, шпульный колпачок, после того, как его встряхнули. Настройка регулятора верхней нити. На фото 31, регулятор натяжения, верхней нити, в разобранном виде. Он состоит. Нажимная гайка. Крышка, давящая на пружину, но можно и без неё. Ось, регулятора верхней нити. Тарелочка, выпуклой стороной во внутрь. Тарелочка, выпуклой стороной во внутрь. Внутри оси, регулятора верхней нити, вставляется стержень - толкатель. Тарелочка с перемычкой, отодвигается от зажимных тарелочек. Ну это присходит только при подъёме рычага стержня лапки, кронштейн давит на стержень - толкатель. И при поднятой лапке, тарелочки всегда разжаты. Отпустили лапку, тарелочки сжались. На фото 32, регулятор натяжения, верхней нити, чаще всего, встречаемый на машинах. Крышка, давящая на пружину, но можно и без неё. Тарелочка, выпуклой стороной во внутрь. Тарелочка, выпуклой стороной во внутрь. Ось, регулятора верхней нити. Внутри оси, регулятора верхней нити, вставляется стержень - толкатель. На фото 33, посадочное место, регулятор натяжения, верхней нити машины Кронштейн, который при подъёме рычага лапки, давит на стержень толкатель. Для наружного диаметра, компенсационной пружины, появляется больше места. Она лучше работает, если диаметр её чуть больше, того, что. При установке - Смотрим с фронтальной стороны. На стержень - толкатель. Опускаем рычаг лапки. Проверка: Приподымаем лапку, рычагом подъёма, на 2 - 3 мм, от поверхности игольной пластины. И в таком положении, тарелочки, должны начинать разжиматься! Компенсационная пружина, регулятора верхней нити, должна смотреть вертикально в верх! Вот в таком положении, зажимаем, винтик крепления, регулятора верхней нити, к корпусу машины. Эту ситуацию, проще показывать, чем описывать. На фото 34, регулятор натяжения, верхней нити. Фото сделано, перед ремонтом, компенсационной пружины. Ориентиром, для регулировки, является натяжение нити, в строчке! При замене толщины нити, между тарелочек, гайку закручивают, если нить тоньше, откручивают. Если нить сильно зажата, она будет рваться. Представьте себе, что один полный оборот гайки, это циферблат часов. Так вот, сделав отметку на гайке — фломастером, закручивать надо на 15 минут, мало ещё на 15 минут, много - ослабить на 7,5 минуты. Затем на - 3,25 и т. Если на верху, в строчке, видны узелки, это сильно натянута верхняя нить. Если приподнять материал, то мы увидим нижнюю нить. Если она свободна и не втянута в проколы иглы — это значит, верхняя нить слабо зажата в тарелочках. Пример: На фото 35, нижняя нить, не натянута, в шпульном колпачке. Если регулировка нижней сделана так, как здесь описано. То это фото говорит о том, что верхнюю нить, надо ослаблять. То есть, гайку откручивать, на 15 минут. Ещё на 15 минут. Пока не появится строчка, как на фото 37. Пример: На фото 36. Верхняя нить, в тарелочках, сильно ослаблена. Необходимо верхнюю нить, поджать. Для этого гайку закрутить, на 15 минут! Ещё на 15, узелок стал втягиваться? Ещё на 7,5 минуты. Чуть прижать, это закрутить на 3, минуты. Пока не появится строчка, как на фото 37. Но чтоб увидеть такую строчку, на тонком материале, необходимо - оторвать от прошитого куска ткани, нити. И попытаться, слегка отделить, верхнюю ткань от нижней, как на фото 38. На фото 38, Натяжение нитей, отрегулирована правильно! Переплетение нитей, происходит строго, по оси, сшиваемых материалов. И — 18 А веретённое. В каждую точку трения, по 1-2 капли. Сборка: Ставим все крышки на место. Подключаем привод к машине. Ставим катушку на машину. Таблица характеристик, для бытовой иглы, с круглой заточкой острия. Регулятор длины стежка, ставим на 3 мм. Смотрим на строчку и утяжку нитей. Если машина используется ежедневно - то смазывать надо, в конце рабочего дня. И перед началом работы. Вечерняя смазка называется — «смывочная», за ночь смывает пыль, а утренняя «смазочная». Лишнюю смазку, из блока челнока, нить выберет за 5-7 минут её работы, на пробном лоскуте, утром. Места смазки, указаны в паспортах машин. Или во все, трущиеся точки, там где одна деталь, трётся или крутится, относительно. На фото 39 и на фото 40, для шитья промышленными нитями с производственных бобин, нужно использовать Самодельное устройство. На фото 39, самодельный катушка - держатель, при работе с бабинами. Достаточно просверлить одно отверстие в столе и нижний стержень, установить в это отверстие. Самый главный размер, это 400 мм и соосность стержня с крючком. Иначе нить, соскакивает, или запутывается. Вот так, оно выглядит: Фото 39. На фото 40, Нитесъёмник с бобины, установлен на боковую часть стола. Общая настройки машины, закончена! Статья и некоторые вещи понравились, настроил, сделал, всё- идеально, машинка
45-46-й. Но, у меня другой вопрос. Есть Kohler
15 года зав. Из-за этого стежок не более 1. Вопрос: точить новый эксцентрик? Металл нельзя, а качество столетней давности сравнимо. Каждый механик, покупает на зап части швейные машины. Но ни кто, не снимает эксцентриковую втулку. Снимают вилку - шатун, или тягу с вилкой. Так как она ломается. Так как, сделана из чугуна. На машинах СССР баббитовые, эксцентриковые втулки не ставили. Продолжительность работы подшипников скольжения, зависит от толщины баббитового слоя, залитого на стальную заготовку. Подшипник скольжения - сталь и чугун, сталь и латунь, сталь калёная и сталь не калёная. Подшипники скольжения, с заливкой баббита, не работают более 5 лет. Замерьте расстояние между губами вилки, сверху в середине и внизу. Оно должно быть одинаковым. Долго искал инфу по данным машинам. И вот такой материал, - читал на "одном дыхании"! Осваиваю швейную машинку Kohler 11-30. Рвется верхняя нить, но рвется она вроде как в челноке. С верхней стороны строчка нормальная, а вот снизу порванные нити ВЕРХНЕЙ нитки. А нитки которая находится в шпульке в строчке нету. Пробовал разные настройки и натяжки. Но все равно рвется. Фото, видео необходимое могу скинуть. Всё написано вроде по русски, и в то же время, не хрена, не понятно. Рвется верхняя нить, но рвется она вроде как в челноке. Если, Верхняя нить, порвётся, то дальше в строчке, будут только дырки. С верхней стороны строчка нормальная. С верху ткани идёт, верхняя нить, а снизу шпульная! А нитки которая находится в шпульке в строчке нету. На регуляторе натяжения верхней нити. Длинный толкатель, на разжим тарелочек. Регулятор натяжения верхней нити, неправильно установлен или собран. Отсутствует или сломана, компенсационная пружина. На валу с толкателем челнока, вместо штифтов, установлены винты. Ваша машина, подверглась переделке, по Зюзину. Был такой автор книги, по ремонту швейных машин От этого челнок, не полностью проходит петлю напуск. Пришлите мне фото. 1. Регулятора натяжения, верхней нити. Вид на вал кронштейн, с толкателем челнока. Вид на то, как носик челнока, пересекает лыску, иглы. По этим фото мне будет понятней что происходит на вашей машине. Добавить комментарий Имя обязательное E-Mail обязательное Тема Подписаться на уведомления о новых комментариях Обновить.
Посетителей на сайте
© 2005 — 2016 « online-zuma.ru » Документы на все случаи!







