






Категория: Инструкции
Температура пайки полипропиленовых труб
В последнее время чрезвычайно увеличилось количество материалов, из которых изготавливаются трубопроводы канализации или водоснабжения. Если ранее абсолютное большинство таких трубопроводов изготовлялось преимущественно из металл, то развитие химической промышленной привело к появлению новых материалов, например, полипропилена или поливинилхлорида. Изобретение новых материалов привело и появлению новых способов соединения таких трубопроводов. Одним из самых надежных методов фиксации стала сварка.

Процесс пайки полипропиленовых труб своими руками
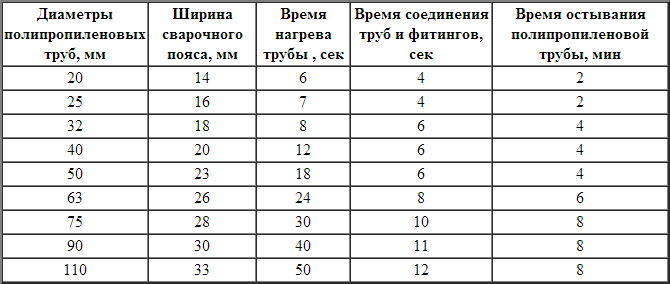
Для того, чтобы сделать качественное сварное соединение необходимо знать температуру пайки полипропиленовых труб. Температуру вы сможете увидеть в таблице ниже, в основном стоит обратить внимание, что она зависит от диаметра трубы.
Температура пайки полипропиленовых труб
Выбираем полипропиленовую трубуПроцедура выбора исходного материала для строительства трубопровода тесно связан с его будущим назначением. Критическим показателем для выбор является температура рабочих сред, выдерживаемая изделием. Существуют модификации труб как для холодного, так и для горячего или смешанного водоснабжения.
Определившись с модификацией полипропилена, используемого для изготовления трубопровода на необходимо выбрать набор труб и соединительных элементов – фитингов. Такой выбор зависит от проекта вашей системы водоснабжения.
На начальном этапе вы должны измерить ваше помещение и расстояние до сантехнических приборов. Проект может составляться на миллиметровой бумаге, на которой вы можете точно соблюсти монтаж и обозначить все необходимые элементы и размеры системы.

Комплектующие для монтажа полипропиленовых труб
Каждый из типов соединительных элементов, представленных на рисунке имеет определенное предназначение. После выбора количества и номенклатуры составных частей для водопровода – приобретите материалы и приступайте к монтажу системы.
Монтаж водопроводной системы из полипропиленовых трубНаиболее надежным способом соединения деталей водопроводной системы из полипропилена является сварка или пайка. При любом названии суть этого процесса заключается в разогреве торцов соединяемых элементов до температуры плавления и дальнейшая их фиксация.
Инструменты для сварки трубДля производства сварочных работ на полипропиленовых трубах необходимо специализированное оборудование – аппарат для сварки. Среди них можно выделить следующие модификации:

Ручной сварочный аппарат

Автоматические модели сварочных аппаратов
Кроме того, для работы вам понадобятся ножницы для разрезания труб и инструменты, обрабатывающие торцы отрезков труб. Этот инструмент удаляет армирующий слой, который препятствует пайке полипропилена.

Ножницы для резки труб
Рассмотрим модификации сварочных аппаратов:
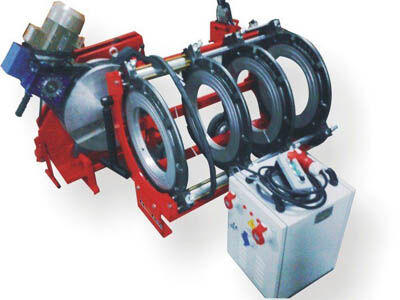
Стыковой сварочный аппарат для труб
Выбираем насадки для пайки трубПри выборе нагревательных насадок, помимо соответствия сечению используемой вами трубы вам необходимо обратить внимание на следующие характеристики:
Многие сварочные аппараты дают возможность работать одновременно с несколькими насадками разного сечения. Это очень удобно при монтаже сложных систем.

Насадки для пайки различного диаметра
В насадке имеется два конца – одним она разогревает внешнюю поверхность трубы, а другим – внутренне сечение. Для того, чтобы полипропилен не налипал на насадку – ее покрывают тефлоном. Размеры насадок совпадают с наиболее популярными для создания трубопроводов сечениями труб: от 20 до 63 миллиметров.
Подготавливаемся к работеПосле приобретения всех необходимых инструментов и материалов нам необходимо подготовиться к работе. Также запасаемся рулеткой и чистыми тряпками.
На начальном этапе, после составления проекта соединений и всех схемы водоснабжения нам необходимо провести тщательную уборку помещения, включая удаление всей пыли. Мельчайшие частицы, осаждающиеся на склеиваемую поверхность могут нарушить качество соединения.
Свариваем самостоятельно полипропиленовые трубыВключение сварочного аппарата можно производить только после того, как насадка заняла свое место в гнезде. Существует несколько методик сварки полипропиленовых труб, рассмотрим их поподробнее.
Сварка диффузным способомПри использовании этой методики полипропилен с разных деталей взаимно проникает друг в друга при разогреве, после чего при застывании образует единое целое. Это основной способ работы с полипропиленовыми трубами, но он используется только для соединения однородных материалов.

Диффузионная сварка полипропиленовых труб
Температура пайки при этом методе составляет около 260 градусов цельсия. Именно при этой температуре полипропилен переходит в жидкое состояние.
Сварка раструбным способомПри использовании этой методики также используются сварочные аппараты с насадками различного диаметра.
На начальном этапе трубопровод режется на участки определенной длины. Труба обрезается исключительно под прямым углом. Если вы используете армированную конструкцию – торцы разрезов зачищаются от металла.

Одновременное нагревание двух участков полипропиленовой трубы
Сам процесс сварки происходит очень просто – два соединяемых элемента вставляются в сварочный аппарат, нагреваются до температуры плавления, после чего фиксируются друг с другом. В ходе остывания полипропилена отрезки соединяемых труб не должны изменять своего положения.
Сварка стыковым способомЭтот метод подходит для соеднинения трубопроводов большого сечения. Как и при использовании предыдущих технологии труба режется на отрезки, ее торцы обрабатываются. Место соединения нагревается при помощи специального сварочного зеркала, а затем соединяемые элементы с усилием прижимаются друг к другу. При этом достигается столь высокая механическая прочность соединительного узла, что она не уступает прочности самой трубы. Ключевым моментом при применении такого способа является обеспечение прижатия друг к другу соединяемых участков.

Сварка стыковым способом — фото
Видео — сварка канализационной трубы стыковым способом
Сварка муфтовым способомПри применении этой технологии вводится специальный промежуточный соединительный элемент – муфта или фитинг. Процесс соединения аналогичен описанным выше за исключением одновременного разогрева не участков труб и трубопровода и элемента соединения.

Электромуфтовая сварка пластиковых труб
Сварка полифузным способомЭта методика очень напоминает соединение диффузным методом. Отличие заключается в то, что до температуры плавления нагревается только один соединяемый элемент.
Соединение полипроилена холодной сваркойПри использовании такой технологии на поверхность соединяемых полипропиленовых элементов наносится специальный клеевой состав. Использовать такую методику можно только в трубопроводных системах, рассчитанных на небольшое давление рабочей жидкости.
Основные правила сварки полипропиленовых трубЧтобы добиться качественного, герметичного соединения полипропиленовых труб при их сварке или пайке необходимо соблюдать следующие правила:
Наибольшую проблему вызывает сварка трубопроводов из полипропилена в труднодоступных участках. Для того, чтобы провести такую работу вам необходимо разбить конструкцию на отдельные узлы.
В начале монтируется самая громоздкая и неудобная часть. Желательно сформировать ее на свободном участке, а потом разместить на посадочном месте.
Сформированный сложный участок жестко крепится к стене, после чего к нему привариваются более мелкие и легкие в монтаже узлы. В этом случае вам возможно придется воспользоваться помощью напарника.
Учимся на чужих ошибкахРассмотрим наиболее распространенные ошибки при монтаже трубопроводов из полипропилена:
Для того, чтобы уяснить, как необходимо соединять полипропиленовые трубы методом пайка-сварки – посмотрите обучающее видео.
Видео — Правильная пайка полипропиленовых труб
Процесс пайки полипропиленовых труб своими руками
Температура пайки полипропиленовых труб

Температура пайки полипропиленовых труб
Электромуфтовая сварка пластиковых труб
Одновременное нагревание двух участков полипропиленовой трубы
Диффузионная сварка полипропиленовых труб
Насадки для пайки различного диаметра
Стыковой сварочный аппарат для труб
Ножницы для резки труб
Автоматические модели сварочных аппаратов
Ручной сварочный аппарат
Комплектующие для монтажа полипропиленовых труб
Температура пайки полипропиленовых труб



















Для сварки полипропиленовых труб понадобиться комплект инструмента состоящий из:
Прежде чем перейдем к порядку сварки полипропиленовых труб предлагаю ознакомится, с общими принципами подобных соединений.
Сварка полипропиленовых труб своими руками производится враструб.
Иногда этот же процесс называют пайка полипропилена.
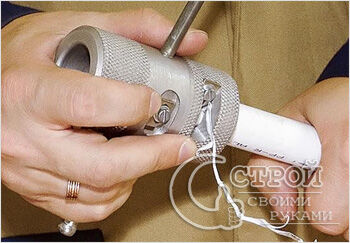
На сварочном аппарате, как мы видели ранее закрепляются нагревательные элементы, муфта и дорн для каждого размера трубы.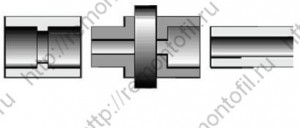
Муфта нагревает внешнюю поверхность полипропиленовой трубы, фитинг нагревается дорном. После истечения требуемого времени нагрева и достижения оплавления поверхности полипропиленовой трубы и внутренней поверхности фитинга, труба и фитинг удаляются из нагревательных элементов, совмещаются в осевом направлении и охлаждаются (естественно, без доп.мер)
У качественных полипропиленовых труб внешний диаметр трубы больше диаметра муфты (номинального диаметра), а внутренний диаметр фитинга меньше диаметра дорна. То есть без нагрева не возможно совместить трубу и фитинг друг с другом, и без нагрева не получится совместить трубу с нагревательной муфтой, а фитинг с дорном.
Когда мы совмещаем трубу с нагревательной муфтой, наружний слой полипропиленовой трубы оплавляется в форме валика ( так называемого грата) и начинает выдавливаться наружу, внутренняя поверхность фитинга также прогревается с образованием незначительного грата, и это уже позволит войти трубе в муфту, вытесняя воздух из поверхности контакта, и после остывания обеспечив надежное соединение.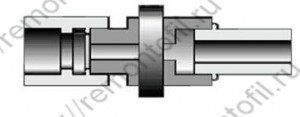
Но тут стоить отметить, что некачественные полипропиленовые трубы и фитинги неизвестных производителей очень часто имеют диаметры отличные от требуемых, то есть труба без нагрева входит в нагревательную муфту, или с очень небольшим усилием. При нагреве грат практически не образуется и о надежном соединение можно забыть.
Не устраивайте эксперименты и внимательно отнеситесь к выбору производителя труб, даже если Вы делаете бюджетный ремонт квартиры своими руками. Из производителей с гарантированным качеством хочется отметить: Aquatherm, Hydroplast (HP) (без всякой рекламы, а как совет)
Сварка полипропиленовых труб Инструкция.Установить на сварочном аппарате температуру сварки полипропилена 240-260, температура не зависит от диаметра трубы. При сварке полипропилена враструб происходит быстрый нагрев материала с небольшим внутренним напряжением. Но эти напряжения буду компенсированы за счет двойной стенки (труба-фитинг) в зоне сварки полипропилена, и плюс к этому площадь сварки очень большая.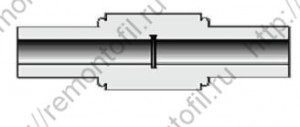
Температура сварочного аппарата поддерживается автоматически, но после нагрева и отключения ламп нагрева, можно выключить одну из спиралей, это продлит срок службы вашего аппарата.
Работу начинаем после выключения обеих контрольных ламп нагрева.
Трубу и фитинг перед началом сварки обязательно обезжирить!
Совмещаем фитинг с дорном до упора и одновременно вводим трубу в нагревательную муфту до метки!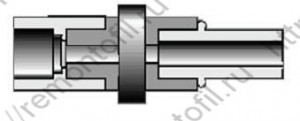
И вот тут внимание новичков. На трубе перед началом сварки, необходимо сделать отметку, на расстоянии равном глубине фитинга минус 2-3мм на грат.
Это позволит избежать возможных заужений сечения трубы при сварке. Глубже этой метки, вводить трубу в нагревательную муфту не следует.
На нагревательных элементах поворачивать трубу или фитинг разрешается не более чем на 10 градусов.
После установленного время нагрева, быстро ( но без паники) снимаем фитинг и трубу с нагревательных элементов.
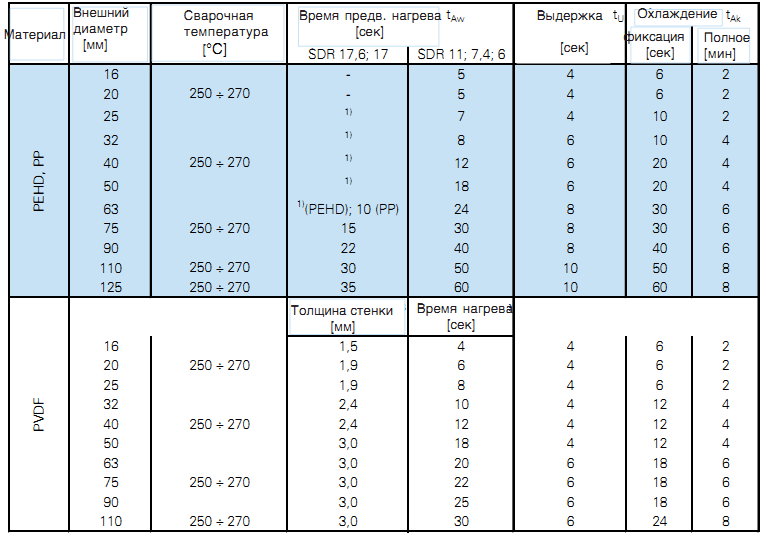
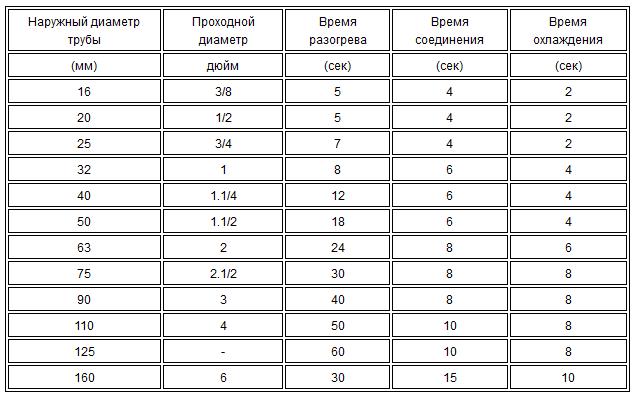
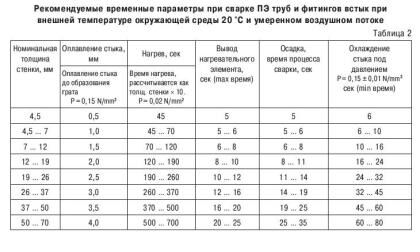
Таблица установленного время нагрева полипропиленовых труб и фитингов (ориентировочно)
Вводим трубу в фитинг до метки! При это необходимо избегать искривлений, то есть следить за соосностью, ровностью и т.п. после совмещения и при остывании уже ничего не исправлять!
Для исключения поворота трубы относительно фитинга при совмещении,следим за монтажными отметками на фитингах и осевой линией трубы.
При их отсутствии, перед началом сварки, нанести осевые метки на фитинг и трубу.
Совмещаем – контролируем отсутствие искривлений – метка – неподвижно фиксируем (усилий не прикладываем).
Сварка полипропиленовых труб своими руками выполнена.Для тех кто будет пробовать впервые, советую прикупить десяток разных фитингов, можно взять недорогие турецкие и потренироваться на них. Сваривая, разрезая сварку и проверяя отсутствие заужений и других дефектов.
Если производится сварка полипропиленовых труб для холодной воды PN 10, то следует учесть, что стенка у них значительно тоньше, стенки фитинга PN25, поэтому труба вводиться в нагревательную муфту чуть позже и обязательно контрольная метка глубины на трубе!
Чем больше размер трубы, тем больше требуется усилий для совмещения с нагревательными элементами.
Нагревательные элементы тефлоновые, но если в процессе пайки полипропилена, появились оплывы, то очищать следует аккуратно, деревянной палочкой.
В следующей статье Вы можете ознакомиться с основами монтажа полипропиленовых труб .
Последние сообщения