





Категория: Инструкции
СОДЕРЖАНИЕ: Назначение, основные элементы и технические данные поглощающего аппарата. Сроки его техобслуживания и ремонта. Характерные неисправности, повреждения и способы восстановления в работоспособности. Технологический процесс ремонта поглощающего аппарата.
1. Назначение и основные элементы и технические данные
Поглощающий аппарат предназначен для обеспечения гашения части энергии удара, уменьшения продольных растягивающих и сжимающих усилий, которые передаются через автосцепку на раму кузова.
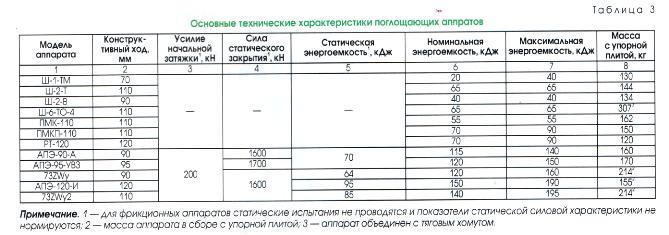
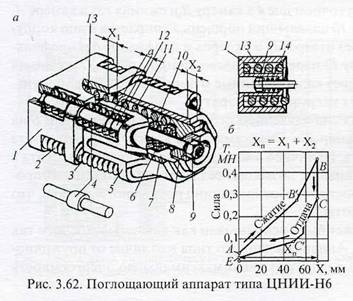
Аппарат Ш-2-В имеет литой корпус 3, три штампованных фрикционных клина 4,штампованный нажимной конус 1, наружная 5 и внутренняя 6 пружины, стяжной болт 7 с гайкой 2. Масса аппарата 134 кг
Детали изготовлены из стали марок:
Конус-30ГСЛ-Б или 32Х06Л-У
Болт с гайкой-ст.3сп 5
Масса корпуса 72 кг, нажимной конус 8,6, фрикционные клинья 4,8, пружины наружная 26кг, внутренняя 6,85, стяжной болт 2,74 гайка 0,3кг.

2. Сроки технического обслуживания и ремонта поглощающего аппарата
Сроки проведения деповского и капитального ремонта.
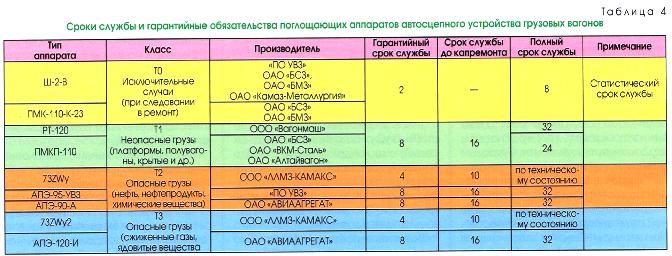
Деповской ремонт по техническому состоянию проводится не чаще чем один раз в три года.
3. Характерные неисправности, повреждения и способы восстановления в работоспособности поглощающего аппарата
В поглощающем аппарате изнашиваются фрикционные клинья, нажимной конус, нажимная шайба и корпус, в отдельных случаях наблюдается просадка, излом пружин и трещин в корпусе. В корпусах поглощающего аппаратов при сверх допустимых износах появляется выпучена, которая при дальнейшей эксплуатации могут приводить к разрушению корпуса. Излом и просадка пружин поглощающего аппарата обнаруживается по увеличению расстояния от упора автосцепки до розетки.
Стяжной болт поглощающего аппарата ремонтируется наплавкой стержня при условии, что величина износа не превышает 5 мм по диаметру; приваркой новой части газопрессовой сваркой при условии, чтобы стык был расположен не ближе 30 мм от головки и от резьбы, наплавкой рабочей части резьбы стяжного болта с последующей нарезкой.
К сборки поглощающего аппарата допускается: корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм при деповском ремонте; фрикционные клинья с толщиной стенок по краям не менее 17 мм с износом нажимного конуса не более 3 мм, нажимной шайбой не более 5 мм и длиной его нарезки не более 35 мм; пружины с высотой в свободном состоянии не менее наружной 390 мм и внутренней 362мм.
После сборки до постановки гайки стяжного болта выход нажимного конуса должен быть не менее 80 мм при расстоянии между конусом и шайбой не менее 4 мм. Отремонтированный и собранный поглощающий аппарат проверяют шаблоном с размерами 575х233,5 мм. При этом зазор между шаблоном и аппаратом по высоте не должен превышать 7 мм. После проверки аппарата и постановки гайки стяжного болта над гайкой расклёпывается для предупреждения самопроизвольного свинчивания гайки в эксплуатации.
Для обеспечения постановке аппарата на раму вагона его дополнительно сжимают на прессе и под гайку стяжного болта над гайку ставят литую прокладку толщиной 10-15 мм. При этом прокладка должна быть такого размера и формы, чтобы она могла легко выпасть при первом сжатии аппарата после установки на вагон.
Поглощающий аппарат бракуется: при отсутствии прилегания к задним и упорную плету к передним упорным угольникам.
Упорная плита с неровными боковыми поверхностями или толщиной менее 52 мм или с размером в направлении между стенками хребтовой балки менее 315 мм и более 320 мм к постановке не допускается.
Поглощающий аппарат допускается к сборке:
- корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм деповском ремонте, отремонтированный сваркой корпус поглощающего аппарата при условии, что после разделки трещин в зоне технологических отверстий и усиливающих рёбер суммарная длина их не превышает 120 мм.
- фракционные клинья с толщиной стенок по краям не менее 17 мм.
- нажимной конус с износом не более 3 мм, при проверки шаблоном 6II, которой прижимается двумя стойками (без движка) к конусу.
- нажимная шайба с износом не более 5мм.
- стяжной болт с износом не более 5 мм и глубиной нарезки не более 35 мм.
- пружины с высотой в свободном состоянии не менее: наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности.





4. Схема технологического процесса ремонта поглощающего аппарата




















Название: Технология ремонта поглощающих аппаратов вагонов
Раздел: Рефераты по транспорту
Тип: курсовая работа Добавлен 19:40:44 30 января 2010 Похожие работы
Просмотров: 2762 Комментариев: 2 Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
1. Назначение и основные элементы и технические данные
Поглощающий аппарат предназначен для обеспечения гашения части энергии удара, уменьшения продольных растягивающих и сжимающих усилий, которые передаются через автосцепку на раму кузова.
Аппарат Ш-2-В имеет литой корпус 3, три штампованных фрикционных клина 4,штампованный нажимной конус 1, наружная 5 и внутренняя 6 пружины, стяжной болт 7 с гайкой 2. Масса аппарата 134 кг
Детали изготовлены из стали марок:
Конус-30ГСЛ-Б или 32Х06Л-У
Болт с гайкой-ст.3сп 5
Масса корпуса 72 кг, нажимной конус 8,6, фрикционные клинья 4,8, пружины наружная 26кг, внутренняя 6,85, стяжной болт 2,74 гайка 0,3кг.
2. Сроки технического обслуживания и ремонта поглощающего аппарата
Сроки проведения деповского и капитального ремонта.
Деповской ремонт по техническому состоянию проводится не чаще чем один раз в три года.
3. Характерные неисправности, повреждения и способы восстановления в работоспособности поглощающего аппарата
В поглощающем аппарате изнашиваются фрикционные клинья, нажимной конус, нажимная шайба и корпус, в отдельных случаях наблюдается просадка, излом пружин и трещин в корпусе. В корпусах поглощающего аппаратов при сверх допустимых износах появляется выпучена, которая при дальнейшей эксплуатации могут приводить к разрушению корпуса. Излом и просадка пружин поглощающего аппарата обнаруживается по увеличению расстояния от упора автосцепки до розетки.
Стяжной болт поглощающего аппарата ремонтируется наплавкой стержня при условии, что величина износа не превышает 5 мм по диаметру; приваркой новой части газопрессовой сваркой при условии, чтобы стык был расположен не ближе 30 мм от головки и от резьбы, наплавкой рабочей части резьбы стяжного болта с последующей нарезкой.
К сборки поглощающего аппарата допускается: корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм при деповском ремонте; фрикционные клинья с толщиной стенок по краям не менее 17 мм с износом нажимного конуса не более 3 мм, нажимной шайбой не более 5 мм и длиной его нарезки не более 35 мм; пружины с высотой в свободном состоянии не менее наружной 390 мм и внутренней 362мм.
После сборки до постановки гайки стяжного болта выход нажимного конуса должен быть не менее 80 мм при расстоянии между конусом и шайбой не менее 4 мм. Отремонтированный и собранный поглощающий аппарат проверяют шаблоном с размерами 575х233,5 мм. При этом зазор между шаблоном и аппаратом по высоте не должен превышать 7 мм. После проверки аппарата и постановки гайки стяжного болта над гайкой расклёпывается для предупреждения самопроизвольного свинчивания гайки в эксплуатации.
Для обеспечения постановке аппарата на раму вагона его дополнительно сжимают на прессе и под гайку стяжного болта над гайку ставят литую прокладку толщиной 10-15 мм. При этом прокладка должна быть такого размера и формы, чтобы она могла легко выпасть при первом сжатии аппарата после установки на вагон.
Поглощающий аппарат бракуется: при отсутствии прилегания к задним и упорную плету к передним упорным угольникам.
Упорная плита с неровными боковыми поверхностями или толщиной менее 52 мм или с размером в направлении между стенками хребтовой балки менее 315 мм и более 320 мм к постановке не допускается.
Поглощающий аппарат допускается к сборке:
- корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм деповском ремонте, отремонтированный сваркой корпус поглощающего аппарата при условии, что после разделки трещин в зоне технологических отверстий и усиливающих рёбер суммарная длина их не превышает 120 мм.
- фракционные клинья с толщиной стенок по краям не менее 17 мм.
- нажимной конус с износом не более 3 мм, при проверки шаблоном 6II, которой прижимается двумя стойками (без движка) к конусу.
- нажимная шайба с износом не более 5мм.
- стяжной болт с износом не более 5 мм и глубиной нарезки не более 35 мм.
- пружины с высотой в свободном состоянии не менее: наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности.
4. Схема технологического процесса ремонта поглощающего аппарата
Введение Технология вагоностроения в современных условиях основывается на применении большого числа разнообразных технологических процессов.
К съемным относятся: корпус автосцепки, клин тягового хомута, поддерживающая планка, тяговый хомут, поглощающийаппарат. упорная плита, детали центрирующего прибора, которые.
Деталипоглощающегоаппарата или тягового хомута, требующие ремонта. подают на верстак слесарный, а затем в сварочное отделение.
Раздел: Рефераты по транспорту
Тип: дипломная работа Просмотров: 9800 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Конспект лекций "Технология обработки конструкционных материалов" ЛЕКЦИЯ 1 Основы металлургического производства. Производство чугуна Основы.
Калибровка, холодное выдавливание обеспечивают получение готовых деталей (заклепки, гайки. болты ).
Наплавка позволяет получать детали с поверхностью, отличающейся от основного металла, например жаростойкостью и жаропрочностью, высокой износостойкостью при нормальных и повышенных.
Раздел: Промышленность, производство
Тип: учебное пособие Просмотров: 9163 Комментариев: 4 Похожие работы
Оценило: 2 человек Средний балл: 5 Оценка: неизвестно Скачать
. единичного технологического процесса изготовления детали Картер
Аннотация 6 Введение 7 1. Исходные данные 10 1.1. Базовая информация 10 1.2. Руководящая информация 11 1.3. Справочная информация 12 2. Обзор.
Она крепится болтами к кронштейну (поз.27сб), который, в свою очередь, крепится болтами (поз.28) к плите (поз.1). Шток пневмоцилиндра соединен с рычагом (поз.19), который является.
8.2.3), с упругими элементами, для отделочно-упрочняющей обработки детали включает в себя рычаг (1), ролики (2), стакан для регулирования усилия (5), распорный клин (6), опорные.
Раздел: Рефераты по технологии
Тип: реферат Просмотров: 4944 Комментариев: 4 Похожие работы
Оценило: 8 человек Средний балл: 4.4 Оценка: 4 Скачать
Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к дипломному проекту РЕФЕРАТ Дипломный проект.
Детали и составные части тележек ремонтируют в соответствии с Руководством по ДР /1/ и Инструкцией по сварке и наплавке при ремонтевагонов и контейнеров ТРМ32ЦВ201-88.
При наличии у деталей неисправностей, требующих ремонт сваркой или наплавкой. их направляют в сварочную кабину.
Раздел: Рефераты по транспорту
Тип: дипломная работа Просмотров: 6370 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
. рычажной передачи 4-х осевого крытого вагона на тележках модели 18-100
Московский государственный университет путей сообщения (МИИТ) Институт транспортной техники и организации производства Кафедра "Вагоны и вагонное.
Для подвижного состава промышленностью выпускаются ТЦ, в которых жесткость отпускной пружины составляет 6.29 - 8.7 Н/мм и усилие предварительного сжатия - 1260 - 1540 Н. При этом.
где: hврасстояние от центра верхней проушины до рамы кузова, исключающее взаимодействия конуса рычага с рамой вагона ;
Раздел: Рефераты по транспорту
Тип: курсовая работа Просмотров: 5221 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Соединения деталей и узлов машин
РЕФЕРАТ На тему: "Соединения деталей и узлов машин" Проверил: _ Иванов Л. П. >_2008 г. Выполнил: Кузнецов Н.П. >_2008 г. Оренбург 2008
Наибольшее распространение среди резьбовых деталей получили крепежные болты. винты, шпильки, гайки и вставки.
Соединения болтом применяют только при наличии доступа к гайке и головке болта для скрепления деталей сравнительно небольшой толщины (например, при наличии специальных поясков или.
Раздел: Промышленность, производство
Тип: реферат Просмотров: 8629 Комментариев: 3 Похожие работы
Оценило: 3 человек Средний балл: 4.7 Оценка: неизвестно Скачать
Содержание Введение 1. Формирование эффективной и целенаправленной железнодорожной транспортной политики 1.1 Цели железнодорожной политики и ее задачи.
где Ксв- коэффициент. учитывающий сварочные работы при техническом обслуживании. текущем отцепочном ремонтевагонов и для хозяйственных целей ;
К у з н е ч н о - п р у ж и н н о е о т д е л е н и е - для ремонтапружин. исправления изношенных и поврежденных деталейвагонов и изготовления поковок для хозяйственных нужд.
Раздел: Рефераты по транспорту
Тип: дипломная работа Просмотров: 7218 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Раздел 1. Основы теории электрических аппаратов Лекция № 1 Электрический аппарат - это электротехническое устройство, которое используется для.
Первая цифра обозначает степень защиты от прикосновения персонала к опасным деталямаппарата. вторая характеризует защиту от попадания внутрь аппарата инородных предметов и.
Поэтому для стабильности алюминиевого контакта необходимо либо производить предварительный обжим, уплотнение шин, либо ставить под гайки пружинящие шайбы или специальные пружины.
Раздел: Рефераты по физике
Тип: учебное пособие Просмотров: 16959 Комментариев: 2 Похожие работы
Оценило: 3 человек Средний балл: 4 Оценка: неизвестно Скачать
Содержание Вагоны. 3 Общие требования к вагонам. 3 Основные типы вагонов. 4 Общие.
Вагоны. 3
Техническое обслуживание и ремонтвагонов. 11
В зависимости от массы груза вагона каждый рессорный комплект тележки состоит из пяти - семи двухрядных пружин .
1. Назначение и основные элементы и технические данные
Поглощающий аппарат предназначен для обеспечения гашения части энергии удара, уменьшения продольных растягивающих и сжимающих усилий, которые передаются через автосцепку на раму кузова.
Аппарат Ш-2-В имеет литой корпус 3, три штампованных фрикционных клина 4,штампованный нажимной конус 1, наружная 5 и внутренняя 6 пружины, стяжной болт 7 с гайкой 2. Масса аппарата 134 кг
Детали изготовлены из стали марок:
Конус-30ГСЛ-Б или 32Х06Л-У
Болт с гайкой-ст.3сп 5
Масса корпуса 72 кг, нажимной конус 8,6, фрикционные клинья 4,8, пружины наружная 26кг, внутренняя 6,85, стяжной болт 2,74 гайка 0,3кг.
2. Сроки технического обслуживания и ремонта поглощающего аппарата
Сроки проведения деповского и капитального ремонта.
Деповской ремонт по техническому состоянию проводится не чаще чем один раз в три года.
3. Характерные неисправности, повреждения и способы восстановления в работоспособности поглощающего аппарата
В поглощающем аппарате изнашиваются фрикционные клинья, нажимной конус, нажимная шайба и корпус, в отдельных случаях наблюдается просадка, излом пружин и трещин в корпусе. В корпусах поглощающего аппаратов при сверх допустимых износах появляется выпучена, которая при дальнейшей эксплуатации могут приводить к разрушению корпуса. Излом и просадка пружин поглощающего аппарата обнаруживается по увеличению расстояния от упора автосцепки до розетки.
Стяжной болт поглощающего аппарата ремонтируется наплавкой стержня при условии, что величина износа не превышает 5 мм по диаметру; приваркой новой части газопрессовой сваркой при условии, чтобы стык был расположен не ближе 30 мм от головки и от резьбы, наплавкой рабочей части резьбы стяжного болта с последующей нарезкой.
К сборки поглощающего аппарата допускается: корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм при деповском ремонте; фрикционные клинья с толщиной стенок по краям не менее 17 мм с износом нажимного конуса не более 3 мм, нажимной шайбой не более 5 мм и длиной его нарезки не более 35 мм; пружины с высотой в свободном состоянии не менее наружной 390 мм и внутренней 362мм.
После сборки до постановки гайки стяжного болта выход нажимного конуса должен быть не менее 80 мм при расстоянии между конусом и шайбой не менее 4 мм. Отремонтированный и собранный поглощающий аппарат проверяют шаблоном с размерами 575х233,5 мм. При этом зазор между шаблоном и аппаратом по высоте не должен превышать 7 мм. После проверки аппарата и постановки гайки стяжного болта над гайкой расклёпывается для предупреждения самопроизвольного свинчивания гайки в эксплуатации.
Для обеспечения постановке аппарата на раму вагона его дополнительно сжимают на прессе и под гайку стяжного болта над гайку ставят литую прокладку толщиной 10-15 мм. При этом прокладка должна быть такого размера и формы, чтобы она могла легко выпасть при первом сжатии аппарата после установки на вагон.
Поглощающий аппарат бракуется: при отсутствии прилегания к задним и упорную плету к передним упорным угольникам.
Упорная плита с неровными боковыми поверхностями или толщиной менее 52 мм или с размером в направлении между стенками хребтовой балки менее 315 мм и более 320 мм к постановке не допускается.
Поглощающий аппарат допускается к сборке:
- корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм деповском ремонте, отремонтированный сваркой корпус поглощающего аппарата при условии, что после разделки трещин в зоне технологических отверстий и усиливающих рёбер суммарная длина их не превышает 120 мм.
- фракционные клинья с толщиной стенок по краям не менее 17 мм.
- нажимной конус с износом не более 3 мм, при проверки шаблоном 6II, которой прижимается двумя стойками (без движка) к конусу.
- нажимная шайба с износом не более 5мм.
- стяжной болт с износом не более 5 мм и глубиной нарезки не более 35 мм.
- пружины с высотой в свободном состоянии не менее: наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности.

1. Назначение и основные элементы и технические данные
Поглощающий аппарат предназначен для обеспечения гашения части энергии удара, уменьшения продольных растягивающих и сжимающих усилий, которые передаются через автосцепку на раму кузова.
Аппарат Ш-2-В имеет литой корпус 3, три штампованных фрикционных клина 4,штампованный нажимной конус 1, наружная 5 и внутренняя 6 пружины, стяжной болт 7 с гайкой 2. Масса аппарата 134 кг
Детали изготовлены из стали марок:
Конус-30ГСЛ-Б или 32Х06Л-У
Болт с гайкой-ст.3сп 5
Масса корпуса 72 кг, нажимной конус 8,6, фрикционные клинья 4,8, пружины наружная 26кг, внутренняя 6,85, стяжной болт 2,74 гайка 0,3кг.
2. Сроки технического обслуживания и ремонта поглощающего аппарата
Сроки проведения деповского и капитального ремонта.
Деповской ремонт по техническому состоянию проводится не чаще чем один раз в три года.
3. Характерные неисправности, повреждения и способы восстановления в работоспособности поглощающего аппарата
В поглощающем аппарате изнашиваются фрикционные клинья, нажимной конус, нажимная шайба и корпус, в отдельных случаях наблюдается просадка, излом пружин и трещин в корпусе. В корпусах поглощающего аппаратов при сверх допустимых износах появляется выпучена, которая при дальнейшей эксплуатации могут приводить к разрушению корпуса. Излом и просадка пружин поглощающего аппарата обнаруживается по увеличению расстояния от упора автосцепки до розетки.
Стяжной болт поглощающего аппарата ремонтируется наплавкой стержня при условии, что величина износа не превышает 5 мм по диаметру; приваркой новой части газопрессовой сваркой при условии, чтобы стык был расположен не ближе 30 мм от головки и от резьбы, наплавкой рабочей части резьбы стяжного болта с последующей нарезкой.
К сборки поглощающего аппарата допускается: корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм при деповском ремонте; фрикционные клинья с толщиной стенок по краям не менее 17 мм с износом нажимного конуса не более 3 мм, нажимной шайбой не более 5 мм и длиной его нарезки не более 35 мм; пружины с высотой в свободном состоянии не менее наружной 390 мм и внутренней 362мм.
После сборки до постановки гайки стяжного болта выход нажимного конуса должен быть не менее 80 мм при расстоянии между конусом и шайбой не менее 4 мм. Отремонтированный и собранный поглощающий аппарат проверяют шаблоном с размерами 575х233,5 мм. При этом зазор между шаблоном и аппаратом по высоте не должен превышать 7 мм. После проверки аппарата и постановки гайки стяжного болта над гайкой расклёпывается для предупреждения самопроизвольного свинчивания гайки в эксплуатации.
Для обеспечения постановке аппарата на раму вагона его дополнительно сжимают на прессе и под гайку стяжного болта над гайку ставят литую прокладку толщиной 10-15 мм. При этом прокладка должна быть такого размера и формы, чтобы она могла легко выпасть при первом сжатии аппарата после установки на вагон.
Поглощающий аппарат бракуется: при отсутствии прилегания к задним и упорную плету к передним упорным угольникам.
Упорная плита с неровными боковыми поверхностями или толщиной менее 52 мм или с размером в направлении между стенками хребтовой балки менее 315 мм и более 320 мм к постановке не допускается.
Поглощающий аппарат допускается к сборке:
- корпус аппарата с толщиной стенки не менее 18 мм при капитальном ремонте и не менее 16 мм деповском ремонте, отремонтированный сваркой корпус поглощающего аппарата при условии, что после разделки трещин в зоне технологических отверстий и усиливающих рёбер суммарная длина их не превышает 120 мм.
- фракционные клинья с толщиной стенок по краям не менее 17 мм.
- нажимной конус с износом не более 3 мм, при проверки шаблоном 6II, которой прижимается двумя стойками (без движка) к конусу.
- нажимная шайба с износом не более 5мм.
- стяжной болт с износом не более 5 мм и глубиной нарезки не более 35 мм.
- пружины с высотой в свободном состоянии не менее: наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности.
1. СОСТОЯНИЕ ВОПРОСА И ПОСТАНОВКА ЗАДАЧИ ИССЛЕДОВАНИЯ.
1.1. Состояние вопроса.
1.2. Анализ отказов упряжных устройств грузовых вагонов.
1.3. Обследование технического состояния упряжных устройств грузовых вагонов.
2. ИССЛЕДОВАНИЕ ВЗАИМОСВЯЗИ ОТКАЗОВ ГРУЗОВЫХ ВАГОНОВ.
2.1. Диагностические признаки технического состояния вагона.
2.2. Диагностическая модель автосцепного устройства грузового вагона.
ВЫВОДЫ ПО ГЛАВЕ 2.
3. ИССЛЕДОВАНИЕ И ВЫБОР ДИАГНОСТИЧЕСКИХ ПРИЗНАКОВ ДЛЯ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОГЛОЩАЮЩИХ АППАРАТОВ.
3.1. Основные показатели технического состояния поглощающих аппаратов и их нормирование.
3.2. Результаты обследования поглощающих аппаратов при плановых видах ремонта.
3.3. Работа пружинно-фрикционного поглощающего аппарата.
3.4. Математическая модель работы поглощающего аппарата при квазистатическом сжатии.
3.5. Подбор параметров модели.
3.6. Выбор диагностических признаков для определения технического состояния поглощающих аппаратов, поступивших в ремонт.
ВЫВОДЫ ПО ГЛАВЕ 3.
4. РАЗРАБОТКА МЕТОДИКИ ИСПЫТАНИЙ ПОГЛОЩАЮЩИХ АППАРАТОВ ГРУЗОВЫХ ВАГОНОВ ПРИ РЕМОНТЕ НА СПЕЦИАЛЬНОМ СТЕНДЕ.
4.1. Стенд для испытаний и ремонта поглощающих аппаратов грузового подвижного состава.
4.2. Технико-экономическое обоснование по внедрению стенда для испытаний и ремонта поглощающих аппаратов грузового подвижного состава.
ВЫВОДЫ ПО ГЛАВЕ 4.
Введение диссертации (часть автореферата) На тему "Повышение надежности автосцепного устройства грузовых вагонов на основе совершенствования контроля технического состояния пружинно-фрикционных поглощающих аппаратов при ремонте"Решение поставленной перед железнодорожным транспортом задачи по обеспечению потребности народного хозяйства в перевозках при безопасности движения поездов. сохранности грузов и сокращении себестоимости перевозок неразрывно связано с ускорением научно-технического прогресса, внедрением новых технологий и технических средств. В этой связи важное значение приобретает повышение надежности узлов и деталей вагона в эксплуатации, обеспечивающих безопасность движения поезда.
Одним из таких узлов является автосцепное устройство, функция которого, помимо сцепа вагонов. заключается в снижении продольно-динамических нагрузок в поезде с помощью поглощающего аппарата. От надежной работы автосцепного устройства зависит исправность вагонов, безопасность пассажиров, сохранность груза и, в конечном итоге, безопасность движения на железных дорогах сети. Поэтому важнейшим условием безотказной работы вагонов является своевременное выявление и ремонт неисправных поглощающих аппаратов в процессе их эксплуатации и при деповском ремонте.
Для контроля технического состояния поглощающего аппарата в эксплуатации существует аппаратура диагностирования упряжного устройства (АДУ) [1], разработанная в Уральском отделении ОАО « ВНИИЖТ ».
Однако технических средств объективного контроля исправного состояния поглощающих аппаратов при деповском ремонте до настоящего времени не существует. Традиционные органолептические методы, которые используются при ремонте поглощающих аппаратов, являются субъективными, зависящими от профессиональных качеств и опыта обслуживающего персонала, и недостаточно эффективны. В результате в эксплуатацию после деповского ремонта попадают вагоны с неисправными поглощающими аппаратами, которые являются причинами отказов ударно-тяговых приборов и других элементов конструкции вагона в пути следования, что приводит к задержкам поездов и угрожает безопасности движения. Неисправность поглощающего аппарата приводит к появлению в конструкции вагона повышенных динамических усилий и увеличивает их повреждаемость.
При плановых видах ремонта автосцепного устройства основополагающим документом в технологическом процессе является «Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российский Федерации ЦВ-ВНИИЖТ-494» [2], где ремонт поглощающих аппаратов сводится к контролю геометрических параметров его узлов и деталей. Но в процессе эксплуатации в деталях поглощающего аппарата происходят изменения, влияющие на его силовую характеристику. При этом дальнейшая эксплуатация вагона становится недопустимой. В ударно-тяговом приборе с неисправным поглощающим аппаратом образуются износы, дополнительные нерегламентированные зазоры, перемещения, которые в несколько раз увеличивают продольно-динамические усилия в поезде, что подтверждено исследованиями профессора Б.Л. Карвацкого [3].
По основным рабочим элементам и принципу преобразования энергии соударения вагонов поглощающие аппараты подразделяют на пружинные, пружинно-фрикционные (фрикционные), резиновые (резинометаллические), полимерные, эластомерные, гидравлические, а также комбинированные, включающие различные виды рабочих элементов (резинофрикционные, гидрофрикционные. гидрополимерные).
В настоящее время наибольшее применение на отечественном и зарубежном подвижном составе нашли фрикционные, гидрофрикционные, эластомерные, резинометаллические и гидрополимерные поглощающие аппараты.
Благодаря простоте конструкции, низкой стоимости изготовления и способности работать при температурах окружающей среды от -60 до +50 °С пружинно-фрикционные поглощающие аппараты получили самое широкое распространение. Воспринятая аппаратом при его сжатии энергия частично поглощается, частично затрачивается на сжатие двухрядной пружины, обеспечивающей восстановление исходного состояния аппарата после снятия нагрузки [4]. Энергия, поглощенная аппаратом, преобразуется в тепло, которое рассеивается в окружающую среду.
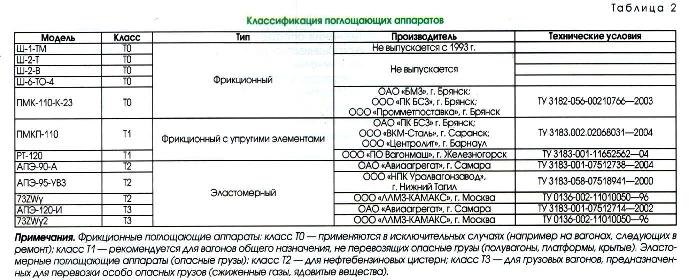
В настоящее время в России на грузовых вагонах различных лет постройки установлены шестигранные фрикционные поглощающие аппараты Ш-1-ТМ, Ш-2-В, Ш-2-Т, Ш-6-Т04 и пластинчатые поглощающие аппараты ПМК-110А, ПМК-110К-23.
По экспертной оценке насыщенность вагонного парка ОАО « РЖД » поглощающими аппаратами на 2007 г. составляет: Ш-1-ТМ — 35,3%, Ш-2-В -38,6%, Ш-6-Т04 - 3,6%, ПМК -110 - 3,9%, РТ-120 - 5,1%, эластомерные -13,5%. [5]. Таким образом, поглощающие аппараты типа Ш-1-ТМ и Ш-2-В наиболее распространенные и эксплуатируются на подавляющем числе вагонов, перевозящих сыпучие и неопасные грузы.
Для определения технического состояния поглощающих аппаратов типов Ш-1-ТМ и Ш-2-В при диагностировании их при деповском ремонте необходимо исследовать диагностические признаки и выбрать те, которые были бы наиболее информативными и имели бы доступность измерения.
Актуальность работы состоит в том, что контроль поглощающих аппаратов при деповском ремонте с получением силовых характеристик дает наиболее полное представление о их техническом состоянии и, тем самым, повышает безотказность всего вагона.
Целью диссертационной работы является совершенствование методики расчета и контроля технического состояния поглощающих аппаратов грузовых вагонов при ремонте.
Для достижения поставленной цели выполнен анализ отказов грузовых вагонов по неисправностям автосцепного устройства за последние семь лет для определения технических требований к ремонту и испытанию поглощающих аппаратов при деповском ремонте, исследовано влияние неисправного поглощающего аппарата на надежность вагона в целом, произведен расчет поглощающего аппарата по схемам приложения сил, объясняющим неравномерный износ деталей поглощающего аппарата, разработана технология испытаний и ремонта поглощающих аппаратов грузовых вагонов на специальном стенде.
Методика исследования предусматривает анализ обследования грузовых вагонов, поступивших в текущий отцепочный ремонт, с целью определения взаимосвязи неисправностей поглощающего аппарата с другими видами неисправностей вагона. Определены диагностические признаки оценки технического состояния поглощающих аппаратов в ходе проведения их испытаний с получением силовых характеристик и обмером геометрических параметров составных частей.
Научная новизна результатов исследовательской работы, выполненной в диссертации:
1. Впервые определена взаимосвязь неисправностей поглощающего аппарата с другими видами неисправностей вагона.
2. Разработана методика выбора диагностических признаков технического состояния поглощающих аппаратов путем сравнения их информативности и определения критериев оценки технического состояния поглощающих аппаратов по методу минимального риска со сравнительной оценкой стоимости ошибок первого и второго рода.
3. Предложена расчетная модель взаимодействия фрикционного клина с нажимным конусом и корпусом поглощающего аппарата, объясняющая неравномерный износ его пар трения.
4. Разработана математическая модель работы пружинно-фрикционного поглощающего аппарата при квазистатическом сжатии.
5. Разработана методика испытаний поглощающих аппаратов грузовых вагонов при ремонте на основе выбранных диагностических признаков технического состояния поглощающих аппаратов.
Практическая ценность. Выбран диагностический признак технического состояния пружинно-фрикционных поглощающих аппаратов, который дает возможность своевременного выявления неработоспособности аппаратов и предотвращения отказов автосцепного устройства в эксплуатации.
На базе выбранного диагностического признака разработана методика испытаний пружинно-фрикционных поглощающих аппаратов при ремонте.
Реализация работы. Результаты исследований легли в основу разработки технологии испытаний и ремонта поглощающих аппаратов грузового подвижного состава на специальном стенде СПА -160, разработанном Уральским отделением ОАО « ВНИИЖТ ».
Ожидаемый годовой эффект от внедрения стендов для испытаний и ремонта поглощающих аппаратов грузового подвижного состава в грузовые вагоноремонтные депо ОАО «РЖД» составляет 642 тыс. руб. на один стенд.
Апробация работы. Материалы диссертационной работы изложены и одобрены на V межвузовской научно-технической конференции «Молодые ученые — транспорту», посвященной 170-летию транспортного машиностроения на Урале, Екатеринбург (УрГУПС), 17-18 ноября 2004 г.; на VI межвузовской научно-технической конференции «Молодые ученые — транспорту», Екатеринбург (УрГУПС), 2005 г.; на международной научно-технической конференции «Наука, инновации и образование: актуальные проблемы развития транспортного комплекса России», посвященной 50-летию Уральского государственного университета путей сообщения, Екатеринбург (УрГУПС), 16-17 ноября 2006 г.; на VII межвузовской научно-технической конференции «Молодые ученые - транспорту», посвященной 170-летию российских железных дорог, Екатеринбург (УрГУПС), 15-16 ноября 2007 г; на техсовете дирекции по ремонту грузовых вагонов Свердловской железной дороги, Екатеринбург (ВЧДР-4), 29 апреля 2008 г; на Всероссийской научно-технической конференции « Транспорт, наука, бизнес: проблемы и стратегии », посвященной 130-летию Свердловской железной дороги, Екатеринбург (УрГУПС), 16-17 октября 2008 г; на расширенном заседании кафедры « Вагоны » Брянского государственного технического университета, Брянск ( БГТУ ), 12 ноября 2008 г.; на научно-техническом совете секции « Вагоны и вагонное хозяйство » Научно-исследовательского института железнодорожного транспорта, Москва (ОАО « ВНИИЖТ »), 13 ноября 2008 г.
Структура и объем работы. Диссертация состоит из введения, четырех глав, заключения, библиографического списка из 124 наименований и приложения. Содержит 126 страниц машинописного текста, 50 рисунков, 22 таблицы.
Заключение диссертации по теме "Подвижной состав железных дорог, тяга поездов и электрификация", Пряников, Сергей АлександровичВЫВОДЫ ПО ГЛАВЕ 4
1. Разработан стенд для испытаний и ремонта поглощающих аппаратов грузовых вагонов. позволяющий испытывать поглощающие аппараты всех типов со снятием силовых характеристик при квазистатическом сжатии до 1,6 МН со скоростью 0,01 м/с. Данная разработка запатентована Уральским отделением ОАО « ВНИИЖТ ».
3. Разработана методика испытаний пружинно-фрикционных поглощающих аппаратов грузовых вагонов при ремонте.
2. Произведен расчет технико-экономического обоснования внедрения стендов для испытаний и ремонта поглощающих аппаратов на сеть железных дорог ОАО « РЖД ». Экономия эксплуатационных расходов в результате внедрения стенда за год составит 642 тыс. руб. Срок окупаемости инвестиций без учета стоимости капитала 1,6 г.
1. Показано, что техническое состояние пружинно-фрикционных поглощающих аппаратов грузового подвижного состава в деповских условиях целесообразно контролировать с использованием автоматизированных средств диагностики, применение которых позволяет существенно улучшить безопасность движения поездов. повысить производительность труда и автоматизировать операции контроля.
2. Вследствие неисправности поглощающего аппарата условная вероятность отказа вагона по трещинам корпуса автосцепки составляет 0,052; трещинам рамы вагона - 0,031; неисправностям кузова вагона - 0,014.
3. Определена взаимосвязь неисправного поглощающего аппарата с неисправностями корпуса автосцепки. кузова и рамы вагона, которая оценена количеством информации.
4. Предложена диагностическая модель автосцепного устройства грузового вагона для определения диагностических признаков неисправного поглощающего аппарата.
5. Предложена расчетная модель взаимодействия фрикционного клина с нажимным конусом и корпусом поглощающего аппарата, объясняющая неравномерный износ его пар трения.
6. Разработана математическая модель работы поглощающего аппарата при квазистатическом сжатии. Для компьютерного имитационного моделирования и многовариантного анализа разработано программное обеспечение в аналитической программной среде автоматизированного синтеза уравнений движения « Универсальный механизм » на встроенном языке программирования среды. Программное обеспечение построено таким образом, что позволяет учитывать различные варианты износов основных поверхностей элементов поглощающего аппарата.
7. Установлено, что наименьшее расхождение по энергоемкости поглощающих аппаратов между результатами численного и натурного экспериментов имеют четыре аппарата из семи - это №1, №2, №5 и №6 с расхождением от экспериментальных данных 9,1%, 3,0%, 0% и 3,6% соответственно.
8. Полученные результаты сопоставления показывают, что разработанная математическая модель работы поглощающих аппаратов при квазистатическом сжатии адекватно отражает процессы взаимодействия деталей поглощающего аппарата с различными износами и может быть использована для дальнейших теоретических исследований и выбора диагностических признаков технического состояния пружинно-фрикционных поглощающих аппаратов в условиях ремонта с использованием силовых характеристик, полученных при сжатии на стендовом оборудовании.
9. Выбраны на основе исследования диагностической ценности диагностические признаки технического состояния пружинно-фрикционных поглощающих аппаратов - ход поглощающего аппарата Ш-1-ТМ и жесткость поглощающего аппарата Ш-2-В.
10. Установлено с использованием разработанной методики выбора диагностических признаков технического состояния поглощающих аппаратов при квазистатическом сжатии с усилием 600 кН, что поглощающий аппарат типа Ш-1-ТМ будет исправен при ходе не более 14 мм, а поглощающий аппарат Ш-2-В — при жесткости не менее 14 МН/м. При этом вероятности ложной тревоги и пропуска дефекта будут равны: для Ш-1-ТМ - 0,283 и 0,084; для Ш-2-В - 0,1618 и 5,25*10"4 соответственно.
11. Разработаны нормативы для определения исправного технического состояния пружинно-фрикционных поглощающих аппаратов в деповских условиях при их испытаниях на сжатие усилием 600 кН: жесткость поглощающего аппарата Ш-2-В не менее 14 МН/м, согласно расчетам в диссертационной работе. Разработаны технические требования к стенду для испытаний и ремонта поглощающих аппаратов грузового подвижного состава; высота поглощающих аппаратов 568 мм согласно требованиям инструкции ЦВ-ВНИИЖТ-494; усилие начальной затяжки от 100 до 400 кН согласно требованиям ОСТ 32.175-2001.
12. Разработан стенд для испытаний и ремонта поглощающих аппаратов грузовых вагонов, позволяющий испытывать поглощающие аппараты всех типов со снятием силовых характеристик при квазистатическом сжатии до 1,6 МН со скоростью 0,01 м/с. Данная разработка запатентована Уральским отделением ОАО « ВНИИЖТ ».
13. Ожидаемый годовой экономический эффект от внедрения стендов для испытаний и ремонта пружинно-фрикционных поглощающих аппаратов по сети железных дорог ОАО «РЖД» достигается за счет снижения трудоемкости ремонта вагонов в депо, сокращения браков в пути следования и повреждения вагонов, сокращения задержек поездов на станции, вызываемых отцепкой в текущий ремонт вагонов с неисправным поглощающим аппаратом, и составит 642 тыс. руб. на один стенд.
Список литературы диссертационного исследования кандидат технических наук Пряников, Сергей Александрович, 2008 год1. Свердлов В.Б. Выбор диагностических признаков и разработка аппаратуры диагностирования упряжного устройства грузовых вагонов. Автореф. канд. тех. наук. М. 1995. - 141 с.
2. Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации ЦВ-ВНИИЖТ-494. М. Транспорт, 1997. - 144 с.
3. Казаринов В.М. Карвацкий Б.Л. Расчет и исследование автотормозов. -М. Трансжелдориздат, 1961.-231 с.
4. Коломийченко В.В. Беляев В.И. Феоктистов И.Б. Костина H.A. Автосцепные устройства подвижного состава железных дорог. М. Транспорт, 2002.-230 с.
5. Сообщение 1353. ГВЦ-Москва, 2004. 15 с.
6. Блохин Е.П. Манашкин И.А. Динамика поезда. М. Транспорт, 1982. -222 с.
7. Виноградов Г.П. Коган JI.A. Трещалин И.М. Выбор параметров и копстчруктивных схем грузовых вагонов // Труды ВНИИЖТ. 1960. — Вып. 189 -190 с.
8. Долматов A.A. Кудрявцев H.H. Динамика и прочность четырехосных железнодорожных цистерн // Труды ВНИИЖТ, 1963. Вып. 263 123 с.
9. Костин Г.В. Черкашин Ю.М. Кочков А.Д. Некоторые задачи продольной динамики поездов // Исследование прочности, устойчивости, воздействия на путь и техническое обслуживание вагонов в поездах повышенных массы и длины. М. Транспорт, 1992. - С. 32 - 50.
10. Костин Г.В. Исследование динамики ударного взаимодействия вагонов с подвижными хребтовыми балками // Труды ВНИИЖТ, 1970. Вып. 425. -С. 36-41.
11. Шадур JT.A. и др. Вагоны. М. Транспорт, 1980. - 440 с.
12. Беспалов Н.Г. Коломийчинко В.В. Семин H.A. Автосцепное устройство подвижного состава. -М. Транспорт, 1980. 185 с.
13. Вершинский C.B. Продольная динамика вагонов в грузовых поездах // Труды ВНИИЖТ, 1957. Вып. 143. - 262 с.
14. Вершинский C.B. Данилов В.Н. Хусидов В.Д. Динамика вагонов. М. Транспорт, 1991. - 360 с.
15. Вершинский C.B. и др. Расчет вагонов на прочность // Под ред. JI.A. Ша-дура. М. Машиностроение, 1971. - 432 с.
16. Вершинский C.B. Исследование динамики вагонов // Труды ВНИИЖТ, 1965.-Вып. 307.-190 с.
17. Кеглин Б.Г. Оптимизация межвагонных амортизирующих устройств: Ав-тореф. д-ра. техн. наук. Брянск, 1981. - 42 с.
18. Кеглин Б.Г. Параметрическая надежность фрикционных устройств. М. Машиностроение, 1981. - 134 с.
19. Костина H.A. Уточнение характеристик нагруженности вагона продольными силами через автосцепку // Вестник ВНИИЖТ, 1981. № 4. - С. 36 -39.
20. Котиков В.А. Усталостные ударные испытания хребтовой балки четырехосной цистерны со сварными узлами упоров автосцепки // Динамика и прочность перспективных вагонов: Труды ВНИИЖТ, 1976. Вып. 548. -С. 129-137.
21. Никольский JI.H. Кеглин Б.Г. Амортизаторы удара подвижного состава. — М. Машиностроение, 1986. 144 с.
22. Семин H.A. Исследование надежности автосцепного устройства с учетом перспективных условий эксплуатации подвижного состава железных дорог: Автореф. дис. канд. техн. наук. М. 1980. - 22 с.
23. Березовский A.M. Козаченко H.A. Косарев JI.H. Оценка и прогнозирование показателей надежности корпуса поглощающего аппарата автосцепки // Вестник ВНИИЖТ, 1983 №7. - С. 35 - 40.
24. Варава В.И, Соколов М.М. Левит Г.М. Измерения и контроль при ремонте и эксплуатации вагонов.- М. Транспорт, 1992. 157 с.
25. Гридюшко В.И. Бугаев В.П. Криворучко Н.З. Вагонное хозяйство. М. Транспорт, 1976. - 277 с.
26. Сендеров Г.К. Нетеса А.Г. Обеспечить сохранность вагонов на сортировочных станциях // Железнодорожный транспорт, 1973. — № 9. -С. 55-57.
27. Анализ отказов грузовых вагонов и сохранности вагонов при сортировке с горок: Отчет о НИР / Уральское отд. ВНИИЖТ; руководитель темы Г.К. Сендеров; № ГР 044/127. Свердловск, 1989. - 56 с.
28. Сендеров Г.К. Поздина Е.А. Ступин А.П. Вологдина Л.Б, Ступин Д.А. Причины отцепок вагонов в текущий ремонт: Бюллетень ОСЖД 4-5, 1999.-С. 20-25.
29. Болдырев А.П. Разработка и внедрение перспективных конструкций поглощающих аппаратов автосцепки // Наука в транспортном измерении: Тез. докл. I международной науч. практич. конф. - Киев, 2005. — Спец. вып. 3/1.-196 с.
30. Болдырев А.П. Кеглин Б.Г. Перспективные конструкции поглощающих аппаратов автосцепки // Железнодорожный транспорт, 2005. № 6. - С. 41-45.
31. Болдырев А.П. Кеглин Б.Г. Разработка и внедрение перспективных поглощающих аппаратов автосцепки для грузовых вагонов // Тяжелое машиностроение, 2005. № 12. - С. 20 - 24.
32. Болдырев А.П. Кеглин Б.Г. Иванов А.В. Разработка и исследование фрикционно-полимерного поглощающего аппарата ПМКП-110 класса Т1 // Вестник ВНИИЖТ, 2005. № 4. - С. 40 - 44.
33. Кеглин Б.Г. Научные принципы создания амортизаторов удара подвижного состава железных дорог // "Справочник". Инженерный журнал, 2000. -№ 1.-С. 13-16.
34. Горячев С.А. Разработка методики проектирования и выбор параметров эластомерного поглощающего аппарата грузовых вагонов: Автореф. дис. канд. техн. наук. Екатеринбург, 1999. - 26 с.
35. Ступин Д.А. Определение рациональных параметров эластомерных поглощающих аппаратов автосцепного устройства грузовых вагонов: Дис. канд. техн. наук. — М. 2001. — 107 с.
36. Ступин Д.А. Беляев В.И. Разработка российского эластомерного поглощающего аппарата для автосцепного устройства грузовых вагонов // Вестник ВНИИЖТ, 1998.-№6.-С. 29-31.
37. Феоктистов И.Б. Ступин Д.А. Поглощающие аппараты грузовых вагонов // Железнодорожный транспорт, 2000. № 3. — С. 37 - 39.
38. Шалимов П.Ю. Разработка конструкций и математических моделей гидрорезиновых поглощающих аппаратов автосцепки вагонов для перевозки опасных и ценных грузов: Автореф. дис. канд. техн. наук. -Брянск, 1994.-26 с.
39. Бачурин Н.С. Овелян А.А. Болдырев А.П. К вопросу о работоспособности гибкой оболочки гидровставки поглощающего аппарата // Динамика вагонов: Сб. науч. тр. JL, 1991 - С. 24 - 27.
40. Бачурин Н. С. Нагруженность и прочность элементов вагонов из вязкоуп-ругих высокоэластичных материалов: Автореф. дис. д-ра техн. наук. -Санкт-Петербург, 1991. 52 с.
41. Блохин Е.П. Исследование переходных режимов движения поездов с существенно нелинейными междувагонными соединениями: Дис. д-ра техн. наук. Днепропетровск, 1971. - 293 с.
42. Гребенюк П.Т. Панькин H.A. Филимонов A.M. Методика расчета мягкой характеристики межвагонных соединений // Труды ВНИИЖТ, 1979. -Вып. 604.-С. 66-71.
43. Манашкин JI.A. Динамика вагонов, сцепов и поездов при продольных ударах: Дис. д-ра техн. наук. — Днепетровск, 1979. - 371 с.
44. Никольский JI.H. Метод определения оптимальных параметров амортизаторов удара // Вестник машиностроения, 1967. -№11.-С. 38 —
45. Шкнькин H.A. Распространение сильных возмущений в поезде. М. Ученые записки Всес. заочн. ин-та инж. транспорта, 1961. — Вып. 7. - С. 105 — 167.
46. Бутенко А.И. Об оптимальной характеристике межвагонных связей: Автореф. дис. канд. техн. наук. М. 1973. - 20 с.
47. Крайзгур Г.Б. Кузьмич Л.Д. К вопросу выбора силовой характеристики поглощающего аппарата автосцепки // Труды ВНИИ вагоностроения. — М. 1976. Вып. 29. - С. 47 - 55.
48. Устич П.А. Методика определения оптимальной характеристики межвагонной связи для снижения динамических сил, воздействующих на оборудование рефрижераторных вагонов // Труды МИИТ. 1974. Вып. 153. — С. 103-111.
49. Langer und Tohme. Dinamiche Untersuchung den Eisenbahnpuffer // Zeitschrift YDI, 1951.-№52.
50. Баранов B.A. Разработка устройства автоматического обнаружения неровностей колес железнодорожных вагонов: Автореф. дис. канд. тех. наук. М. 1988.-24 с.
51. Лозинский, С.Н. и др. Система комплексного контроля технического состояния подвижного состава на ходу поезда ДИСК-БКВ-Ц // Автоматика, телемеханика и связь, 1986. №1 - С. 6 - 8.
52. Образцов В.Л. Трестман Е.Е. Лозинский, С.Н. Автоматизация контроля буксовых узлов в поездах. М. Транспорт, 1983. — 352 с.
53. Ивашов В.А. Орлов М.В. Техническая диагностика вагонов. Уч. пособие. Екатеринбург. Из-во УЭМИИТ, 1992. - 79 с.
54. Соколов М.М. Диагностирование вагонов. М. Транспорт, 1990. - 197 с.
55. Тагиров А.Ф. Принципы построения и разработка устройства автоматического диагностирования осевых роликовых подшипников в процессе ремонта вагонов: Дисс. канд. техн. наук. — М. 1996 181 с.
56. А. с. 1652821 СССР. МКИ В61К. Устройство для обнаружения неисправных элементов подвижного состава / Зыков Ю.В. Свердлов В.Б. Нетеса
57. A.Г. Колчин В.В.; Опубл. 30.05.91; Бюл. №20.
58. Свердлов В.Б. Иргер Г.Ю. Пряников С.А. Стенд для ремонта и испытания поглощающих аппаратов подвижного состава // Тяжелое машиностроение, 2005. №4 - С. 39-40.
59. Пат. 48628 RU U1 МПК 7 G 01 В 13/00, В 61G 9/00. Стенд для испытания и ремонта поглощающих аппаратов пассажирских вагонов / Свердлов
60. B.Б. Иргер Г.Ю. Акмалов С.Г. Беляев В.И. Пряников С.А. Опуб. 27.10.05. Бюл. №30.
61. Кузьмич Л.Д. Рахмилевич A.A. Повышение прочности и эксплуатационной надежности грузовых вагонов // ВНИИТЭИТЯЖМАШ, 1980. № 5.1. C. 36-48.
62. Цюренко В.Н. Ловушка гасит убытки // Гудок, 11.09.96. 3 с.
63. Ковыршин В.М. Сендеров Г.К. Ступин А.П. Мазуров Е.А. Сохранность грузовых вагонов на железных дорогах России //Ж.-д. транорт. Сер. Вагоны и вагонное хозяйство. Ремонт вагонов. ОИ/ЦНИИТЭИ МПС. 1994. -Вып. 1.-С. 8-32.
64. Болдырев А.П. Научные основы совершенствования поглощающих аппаратов автосцепки: Дис. д-ра. тех. наук. Санкт-Петербург, 2006. - 360 с.
65. Рудановский В.М. Нетеса А.Г. Сендеров Г.К. Макарова Н.Е. Повышение допустимых скоростей соударения вагонов при роспуске с горок // Железнодорожный транспорт, 1978. № 4. - С. 35 - 36.
66. Анализ отказов грузовых вагонов и сохранности вагонов при сортировке с горок: Отчет о НИР / Уральское отд. ВНИИЖТ; Руководитель темы Г.К. Сендеров; № ГР 044/127. Свердловск, 1989. - 29 с.
67. Гребенюк П. Т. Продольная динамика поезда // Труды ВНИИЖТ. М. Интекст, 2003. - 95 с.
68. Richter F. Heightening of efficiency of heavy transportations // Progressive Railroading, 1997. №6. - P. 43 - 46.
69. Исследование эксплуатационной надежности вагонов и совершенствование организации и технологии ремонта: Отчет о НИР / ВНИИЖТ. -М. 1978.-87 с.
70. Anounce of preventive effort in worth a pound of pay out. // Railway Age, 1977. №15.-P. 178.
71. Кеглин Б.Г. Ионов В.В. Умняшкин Г.Т. Красовский В.В. Новое амортизирующее устройство автосцепки // Железнодорожный транспорт, 1992. — №1. — С. 51 -53.
72. Гапанович В.А. Парк грузовых вагонов: перспективы развития // Вагоны и вагонное хозяйство, 2004. — Пилотный вып. — С. 2 — 5.
73. Г.К. Сендеров. Е.А. Поздина, А.Н. Антропов, С.А. Пряников Обеспечивать сохранность вагонов // Железнодорожный транспорт, 2005.— №10. -С. 55 -58.
74. Сообщение 13-53. ГВЦ. М. 2000-2006. - 105 с.
75. Коломийченко В.В. Беспалов Н.Г. Семин H.A. Автосцепное устройство подвижного состава. М. Транспорт, 1980. - 185 с.
76. Дуканич Г.И. Костенко Н.И. Скорина Н.И. Осмотр вагонов. Иллюстрированное пособие. -М. Транспорт, 1990. 159с.
77. Инструкция осмотрщику вагонов. -М. Транспорт, 1992. — 109 с.
78. Справка № 2653. Сведения о последних двадцати ремонтах вагона. М. 2002. - 98 с.
79. Орлов М.В. Техническая диагностика вагонов. Руководство к контрольной работе. Екатеринбург: УрГУПС, 2001. - 11 с.
80. Зыков Ю.В. Поздина Е.А. Комплексная оценка технического состояния грузовых вагонов // Актуальные проблемы Транссиба на рубеже веков: Труды всероссийской научно-практической конференции в четырех тои-ах. Том 4. Хабаровск: ДВГУПС. 2000. - С 56 - 60.
81. Трестман Е.Е. Лозинский С.Н. Образцов В.Л. Автоматизация контроля буксовых узлов в поездах. М. Транспорт, 1983. - 352 с.
82. A.c. 348417 СССР Устройство для сигнализации о нагреве букс поезда / Зыков Ю.В. Образцов В.Л. 18 мая 1972.
83. Лозинский С.Н. и др. Система комплексного контроля технического состояния подвижного состава на ходу поезда ДИСК-БКВ-Ц // Автоматика, телемеханика и связь, 1986. — №1. С. 6 - 8.
84. Зыков Ю.В. Глаголев Е.В. Устройство для определения угла набегания колеса на рельс (УНКР) // Железнодорожный транспорт. Сер. Вагоны и вагонное хозяйство. Ремонт вагонов. ОИ/ЦНИИТЭИ МПС, 1998. Вып. 1.-С. 28-30.
85. Беляков В.В. Бушуева М.Е. Сагунов В.И. Многокритериальная оптимизация в задачах оценки подвижности, конкурентоспособности автотракторной техники и диагностики сложных технических систем. -Н.Новгород: Нижегород. гос. техн. ун-т. 2001. — 271 с.
86. ОСТ 32.175-2001. Аппараты поглощающие автосцепного устройства грузовых вагонов и локомотивов. Общие технические требования. 12 с.
87. Исследование физических принципов диагностирования упряжного устройства грузовых вагонов: Отчет о НИР (заключительный) / Уральское отделение ВНИИЖТ; руководитель темы Ю.В. Балакирев; №01860078905. Свердловск, 1986. - 23 с.
88. Калетин C.B. Грузовые вагоны нового поколения // Железнодорожный транспорт, 2007. №8. - С. 10 - 12.
89. Калетин C.B. Снижать обрывы автосцепок // Вагоны и вагонное хозяйство, 2007. №1(9). - С. 2 - 3.
90. Первильев Д.П. Берзина В.М. Эксплуатация и ремонт поглощающих аппаратов // Вагоны и вагонное хозяйство, 2008. №2(14) - С. 30 - 31.
91. Ступин Д.А. Беляев В.И. Программа и методика исследования пружинно-фрикционных поглощающих аппаратов при квазистатическом нагру-жении на стенде для испытаний и ремонта поглощающих аппаратов грузового подвижного состава. М. ВНИИЖТ, 2003 - 10с.
92. Свердлов В.Б. Пряников С.А. Акмалов С.Г. Иргер Г.Ю. Повышение надежности работы автосцепных устройств грузовых вагонов // Ж.-д. транспорт. Сер. Вагоны и вагонное хозяйство. Ремонт вагонов. — ОИ/ЦНИИТЭИ ОАО «РЖД», 2006. Вып. 2. - С. 1 - 12.
93. Митропольский А.К. Техника статистических наблюдений. М. Наука, 1971 -250 с.
94. Пряников С.А. Диагностирование поглощающих аппаратов при деповском ремонте // Молодые ученые транспорту: Труды V межвузовской научно-технической конференции в двух частях. Часть 2. — Екатеринбург: УрГУПС, 2004. - С. 68 - 72.
95. Винокуров М.В. Шадур J1.A. Вагоны. М. Трансжелдориздат. 1953. -704 с.
96. Автосцепка. Чертежи автосцепного оборудования вагонов железных дорог широкой колеи и шаблонов для его проверки. — М. Гос. транспортное железнодорожное издательство, 1958. 284 с.
97. Глушко М.И. Антропов А.Н. Работа пружинно-фрикционного комплекта тележки грузового вагона // Вестник ВНИИЖТ, 2004. №5 — С. 41 -44.
98. Погорелов Д.Ю. Павлюков А.Э. Юдакова Т.А. Котов C.B. Моделирование контактных взаимодействий в задачах динамики систем тел // Динамика, прочность и надежность транспортных машин // Под ред. Б.Г. Кеглина. Брянск: БГТУ, 2002. - С. 11 - 23.
99. Фролов К.Б. Фурман Ф.А. Прикладная теория виброзащитных систем. М. Машиностроение, 1980. - 276 с.
100. Каханер Д. Моулер К. Нэш С. Численные методы и математическое обеспечение / Пер. с англ. под ред. X. Д. Икрамова. М. Мир, 1998. - 575 с.
101. Park К.С. An improved stiffly stable method for direct integration of nonlinear structural dynamic equations, J. Appl. Mech. (June, 1975). PP. 464 -470.
102. Биргер И. А. Техническая диагностика. M. Машиностроение, 1978. — 240 с.
103. ГОСТ 26656-85. Техническая диагностика. Контролепригодность. Общие требования. М. Изд. Стандартов, 1985. - 7 с.
104. Горелик А.Л. Скрипкин В.А. Методы распознавания // Изд. 2-е. — М. Высш. школа, 1984. 208 с.
105. ГОСТ 27518-87. Диагностирование изделий. Общие требования. М. Изд. стандартов, 1987. - 9 с.
106. ГОСТ 20911-90. Техническая диагностика. Термины и определения. -М. Изд. стандартов, 1990. 13 с.
107. ГОСТ 27.002-83. Надежность в технике. Термины и определения. — М. Изд-во. стандартов, 1989. 18 с.
108. ИЗ. Пряников С.А. Зыков Ю.В. Исследование и разработка новых технических решений по обеспечению безотказности автосцепного устройства грузового подвижного состава // Транспорт Урала, 2008. № 2(17). - С. 31-34.
109. Воинов К.Н. Надежность вагонов. М. Транспорт, 1980. - 110 с.
110. Козубенко И.А. Эластомеры дали течь. / Гудок от 22.06.2005. — М — 8 с.
111. Калетин С.В. Эксплуатационный комплекс вагонного хозяйства в новых условиях // Железнодорожный транспорт, 2007. №8. - С. 19 - 21.
112. Скрипкин В.В. Новый поглощающий фрикционный аппарат РТ-120 повышает надежность и эффективность // Вагоны и вагонное хозяйство, 2005.-№4.-С. 45-46.
113. Болдырев А.П. Кеглин Б.В. Перспективные конструкции поглощающих аппаратов автосцепки // Железнодорожный транспорт, 2005. №6.- С. 41 -44.
114. Муртазин В.Н. Кокшаров И.А. Эксплуатация поглощающих аппаратов: проблемы и решения // Вагоны и вагонное хозяйство, 2005. №3. — С. 39-40.
115. Пат. 61033 RU U1 МПК G01M 17/08. Стенд для испытания и ремонта поглощающих аппаратов грузовых вагонов / Свердлов В.Б. Иргер Г.Ю. Акмалов С.Г. Ступин Д.А. Пряников С.А. Опуб. 10.02.07. Бюл. №4.
116. Сертификат соответствия № 06.000.0213 на продукцию: Стенд для испытаний и ремонта поглощающих аппаратов грузовых вагонов СПА -160. Срок действия с 12 мая 2006 г. по 12 мая 2009 г.
117. ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения.
118. Порядок разработки и постановки продукции на производство. М. Изд. стандартов, 2000. - 9 с.
119. ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения. -М. Изд. стандартов, 1989. 37 с.
120. Седов А.П. Методические рекомендации по определению экономической эффективности мероприятий научно-технического прогресса на железнодорожном транспорте. М. Транспорт, 1991. - 239 с.
Обратите внимание, представленные выше научные тексты размещены для ознакомления и получены посредством распознавания оригинальных текстов диссертаций (OCR). В связи с чем, в них могут содержаться ошибки, связанные с несовершенством алгоритмов распознавания.
В PDF файлах диссертаций и авторефератов, которые мы доставляем, подобных ошибок нет.







