

Категория: Бланки/Образцы
ПОСТАНОВЛЕНИЕ Госгортехнадзора РФ от 11-06-2003 92 ОБ УТВЕРЖДЕНИИ ИНСТРУКЦИИ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ (2016) Актуально в 2017 году
ПОЯСНЕНИЯ К ОФОРМЛЕНИЮ "АКТ ВИЗУАЛЬНОГО И/ИЛИ ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ"1. В п. 1 указывается вид контроля - визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п. 1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в п. 1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарта).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в п. 1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
2. При заполнении п. 2 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно сварочному формуляру, схеме расположения или схеме контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка - "дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание. Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
Приложение
к Приказу Минэнерго РФ
от 02.07.2001 No. 197
Форма П27.9
Электростанция ___________________________________________________
Энергоблок (котел, турбина) No. __________________________________
Монтажная (ремонтная) организация ________________________________
АКТ No. ______
на сварку контрольного соединения
"__" ____________ 200_ г.
Мы, нижеподписавшиеся, мастер (ИТР) монтажного (ремонтного)
участка ________________________________ и представитель заказчика
(фамилия, инициалы)
(дирекции электростанции) ______________________________ составили
(фамилия, инициалы)
настоящий акт в том, что сварщик(и) ______________________________
(фамилия, инициалы)
клеймо No. ____ сварил(и) контрольный стык труб диаметром _____ мм
с толщиной стенки ________ мм из стали марки ____________.
Стык собран __________________________________________________
__________________________________________________________________
(с кольцом, без кольца, зазор, форма разделки кромок)
Сварка стыка производилась _____________ способом в __________
__________________ положении без поворота электродами (проволокой)
марки _______________ диаметром _____________ мм, партии No. _____
с предварительным и сопутствующим подогревом до температуры ______
град. C.
Корень шва выполнен _________ сваркой электродами (проволокой)
марки ____________________.
После сварки контрольный стык подвергался термообработке по
режиму: нагрев до температуры ________ град. C, выдержка ______ ч,
охлаждение со скоростью ______ град. C/мин. до температуры _______
град. C, стык заклеймен _________.
Подписи:
![]()
![]()

Центробанк установил курсы валют на ближайшие выходные. Курс иностранной валюты продолжил нисходящую тенденцию предыдущих дней, оставляя шансы рублю для дальнейшего укрепления.
Rating: 4 / 5 based on 226 votes.
Акт на сварку контрольного соединения образец заполнения Э - Экструзионная сварка. Организация проведения ремонтных работ возлагается на владельца котла. После завершения ремонта ремонтная организация передает заказчику в сброшюрованном виде следующую документацию: а ремонтные формуляры; б акты на заварку контрольных сварных соединений или на вырезку производственных сварных стыков; в протоколы механических испытаний и металлографических исследований образцов из контрольных сварных соединений; г сертификаты на: сварочные материалы, трубы, лист, штуцеры, фланцы, фасонные детали, элементы, арматуру, крепежные изделия; д протокол прогонки шара; е копии удостоверений сварщиков. П 15 - Плазменная сварка. Методические материалы, разъясняющие порядок формирования и унифицирующие содержание документации, оформляемой в процессе проведения производственной аттестации технологий сварки наплавки. а также необходимая справочная информация приведены в приложении. Срок введения в действие с 1994 года ОБЩИЕ ПОЛОЖЕНИЯ 1. Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
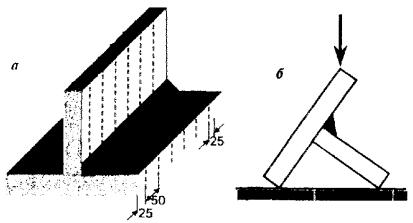
Катет сварного шва должен быть не менее половины толщины стенки корпуса котла. Если производственные сварные соединения наплавки подвергаются многократной термической обработке, то и контрольное соединение или наплавка подвергаются такому же количеству термических обработок по тем же режимам, что и производственное соединение или наплавка. Для сварных труб, используемых в вальцовочных соединениях, испытания на раздачу обязательны. Результаты аттестации технологии сварки могут быть распространены на исправление поверхностных дефектов в зоне сварного соединения подрезы, несплавления, выбоины на кромках с применением сварки при наличии в ПТД по сварке соответствующих технологических карт. Нумерацию разверток трубных отверстий и штуцеров выполняют одинаковой с нумерацией их в ремонтном формуляре барабана. Дороги канатные, их агрегаты, механизмы и детали. Организация, выполнившая ремонт, оформляет следующую техническую документацию: — ремонтный формуляр; — журнал сварочных работ; — акты по результатам внешнего осмотра и измерений сварных соединений; — журнал ультразвукового или радиографического контроля сварных соединений или заключение по результатам такого контроля; — протоколы механических испытаний образцов из контрольных сварных соединений; — протоколы металлографических исследований образцов из контрольных сварных соединений; — акты проверки технологических свойств электродов; — акты на заварку вырезку контрольных сварных соединений; — выписки копии из удостоверений сварщиков; — сертификаты на сварочные материалы, трубы, лист, штуцера, фланцы, фасонные детали, арматуру и крепежные изделия, а также другая документация, подтверждающая соответствие деталей и элементов котлоагрегатов чертежам и техническим условиям, полученным от завода-изготовителя. Металлические конструкции пролетных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях 3. Сварочные работы должны проводиться при положительной температуре окружающего воздуха. Этот журнал является первичным документом и хранится в делах ремонтной организации. При этом условия однотипности определяются в соответствии с п. При аттестации технологии, используемой при изготовлении, монтаже, ремонте и реконструкции технических устройств из разных групп технических устройств, сварка и контроль качества которых регламентируются различными НД, допускается оформление одного заключения при соблюдении условий, установленных п. ПРИЛОЖЕНИЕ 2 Сварочные материалы для сварки котлов и трубопроводов Марка стали Способ сварки свариваемых деталей Ручная дуговая сварка покрытыми электродами Аргонодуговая сварка в т. При соблюдении требований п. Также протоколом оформляют и контроль качества приварки шипов.
РД-10-69-94 «Типовые технические условия на ремонт паровых и водогрейных котлов промышленной энергетики»При этом в одну группу допускается объединять сварные соединения приварки шипов к трубам с номинальной толщиной стенки в пределах одного из следующих диапазонов: до 6 мм включительно; свыше 6 мм. МСОД 113 - Механизированная сварка открытой дугой легированной проволокой. Перед началом работ по ремонту котел должен быть надежно разобщен с газопроводом или мазутопроводом, идущими на горелку. Поверхность барабана или коллектора вокруг отверстия на расстоянии 10-15 мм, отверстия на всю глубину и концы устанавливаемых труб тщательно зачищают. МПСН 114 - Механизированная наплавка самозащитной порошковой проволокой. При этом сварные соединения с разной формой подготовки кромок относят к разным группам. МПГН 136 - Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
Документ может применяться также для иных объектов по согласованию с организацией-заявителем. Отдельные трубы рихтуют с помощью нагрева их с выпуклой стороны погнутого участка. Запорная арматура при изготовлении и ремонте в заводских условиях. Вставку пригоняют по месту, обеспечивая необходимую разделку под сварной шов. Тип сварных соединений стыковое, угловое, тавровое, торцовое, нахлесточное. Методические материалы разработаны на основании анализа: действующей нормативной документации НД по сварке наплавке при изготовлении, монтаже, ремонте и реконструкции технических устройств; российских, европейских и мировых стандартов по сварочному производству; действующих стандартов организаций, выполняющих сварочные работы при изготовлении, монтаже, ремонте и реконструкции технических устройств; опыта проведения производственных аттестаций технологий сварки наплавки технических устройств, выполняемых аттестационными центрами. Технологические трубопроводы и детали трубопроводов ГДО Горнодобывающее оборудование 1. Трубопроводы систем внутреннего газоснабжения. Трубы из углеродистой стали нагревают до 1050°С. Для труб с номинальным наружным диаметром не более 108 мм допускается проведение испытания на сплющивание не менее чем на 2 образцах. Вновь установленные заклепки признаются дефектными и должны быть заменены в случаях: — неполного заполнения отверстия стержнем заклепки, определяемого по дребезжащему звуку, издаваемому при ударе молотком по головке заклепки; — неплотного прилегания головок заклепки к поверхности листа; — обитой в сторону замыкающей головки в результате небрежных клепальных работ; — маломерной замыкающей головки из-за недостаточной длины головки; — рваных краев или трещин у головки, свидетельствующих о пережоге металла или о его плохом качестве; — расплющенного между листами стержня заклепки. Число слоев шва стыковых соединений. Сварочное оборудование должно соответствовать требованиям.
Другие статьи на тему:
на сварку гарантийного стыка
от ” ” ___________ 19___ г.
Мы, нижеподписавшиеся: представитель технадзора заказчика __________________________
______________________________, производитель работ _______________________________
(должность, фамилия, инициалы) (должность,
______________________ и представитель службы контроля качества _____________________
________________________________________________ составили настоящий акт в том, что в
(должность, фамилия, инициалы)
нашем присутствии произведена сварка гарантийного стыка на ПК _______________
км __________________ провода.
Сборка и сварка стыка произведены в полном соответствии с требованиями нормативных документов ______________________________________, о чем произведены записи в журнале сварочных работ.
Стык проконтролирован ________________________________________________________
(указать метод контроля и дату)
и согласно заключению № ___________________ от __________________ признан годным.
Стык занесен в журнал сварочных работ под номером __________________________________
Представитель _____________________ ___________ ____________
технадзора заказчика (организация, (подпись) (дата)
Производитель работ _____________________ ___________ ____________
(фамилия, инициалы) (подпись) (дата)
Представитель службы _____________________ ___________ ____________
контроля качества (организация, (подпись) (дата)
АКТ НА СВАРКУ КОНТРОЛЬНОГО СОЕДИНЕНИЯ
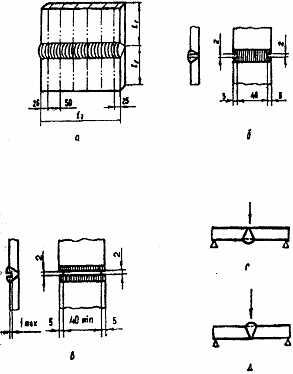
Для оценки качества сварных соединений установлено понятие контрольного сварного соединения. Контрольным считается сварное соединение, идентичное контролируемым производственным сварным соединениям: должны быть одинаковы марки стали соединяемых элементов, их толщина и диаметр, тип и конструкция соединения, форма разделки кромок. При контроле однотипных соединений толщина и диаметр контрольного сварного соединения должны соответствовать одному из типоразмеров сварных соединений. Технологический процесс выполнения контрольного сварного соединения должен соответствовать технологическому процессу, применяемому при изготовлении контролируемой арматуры или при соединении ее с трубопроводом. Должны применяться тот же способ сварки, в том же положении, те же сварочные материалы, той же марки и того же диаметра, при тех же режимах, с тем же подогревом, с той же термообработкой и т. п. Контрольные сварные соединения должны выполняться в тот же период времени, что и контролируемые ими производственные сварные соединения, тем же сварщиком, на том же оборудовании и по той же технологии, под наблюдением специально выделенных ответственных лиц.
сварного соединения. Контрольным считается сварное соединение, идентичное контролируемым производственным сварным соединениям: должны быть одинаковы марки стали соединяемых элементов, их толщина и диаметр, тип и конструкция соединения, форма разделки кромок. При контроле однотипных соединений толщина и диаметр контрольного сварного соединения должны соответствовать одному из типоразмеров сварных соединений. Технологический процесс выполнения контрольного сварного соединения должен соответствовать технологическому процессу, применяемому при изготовлении контролируемой арматуры или при соединении ее с трубопроводом. Должны применяться тот же способ сварки, в том же положении, те же сварочные материалы, той же марки и того же диаметра, при тех же режимах, с тем же подогревом, с той же термообработкой и т. п. Контрольные сварные соединения должны выполняться в тот же период времени, что и контролируемые ими производственные сварные соединения, тем же сварщиком, на том же оборудовании и по той же технологии, под наблюдением специально выделенных ответственных лиц.
Термическая обработка контрольных соединений должна проводиться совместно с изделием (при общей термообработке в печи), а при невозможности этого — отдельно с применением методов нагрева и охлаждения и температурных режимов, установленных ПТД для производственных соединений. Если контролируемые сварные соединения подвергаются многократной термообработке, то и контрольное соединение должно пройти то же количество термообработок по тем же режимам. Если производственное соединение подвергалось многократному высокому отпуску, то контрольное соединение может быть подвергнуто однократному отпуску с продолжительностью выдержки не менее 80 % суммарного времени выдержки при всех высоких отпусках производственного соединения.
Контрольное сварное соединение должно быть проконтролировано в объеме 100 % теми же неразрушающими методами контроля, которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены вновь в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то и общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудование и квалификация сварщика.
Все сварные соединения должны иметь клеймение или иное условное обозначение, позволяющее установить фамилию сварщика, выполнившего это соединение.
Все данные, касающиеся технологического процесса выполнения контрольного сварного соединения должны заноситься в акт на сварку контрольного соединения, который подписывается сварщиком и иными ответственными лицами.