Категория: Бланки/Образцы
Для электродвигателя Н-1 в 2011 году будет два текущих ремонта, норма простоя в текущем ремонте — 10 часов. Но как всегда делема когда кап когда средний. В графике электро у меня подстанции ТП и КТП, КЛ, ВЛ, осветительная арматура, СЩ, ЩО, РП и т. Это интересный вопрос о ТО. Здесь присутствуют столбцы 5 и 6. Если на предприятии практически все работы ППР выполняются работниками предприятия, а оплата повременно-премиальная. Для двигателя насоса Н-1 капитальный — сентябрь 2009, текущий — март 2010 года. Следующий текущий ремонт в январе 2011 года, именно на этот год мы и составляем график, следовательно, в графе 8 январь для трансформатора Т-1 вписываем «Т». В графах 3-5 указываются нормативы ресурса между капитальными ремонтами и текущими. Не подскажите как регламентируется нормы трудоемкости на проведение технического обслуживания? Эти данные можно найти в паспортных данных завода-изготовителя на электрооборудование, если завод это специально регламентирует, либо использовать справочник «Система технического обслуживания и ремонта энергетического оборудования». Сведения об осмотра оборудования, в зависимости от его типа электродвигатели, кабельные линии, заземляющие устройства и т. Для тракторов и автомобилей, насколько мне известно, таких жестких бюрократических требований по организации ППР нет. На основании графиков рассчитываем годовые нормы расходов материалов по видам оборудования. В этом же справочнике приведен пример если не ошибаюсь составления графика ППР для данного оборудования. А так получается иди туда не зная куда demon185, спасибо тебе еще раз Есть программа ППР и ТО, демка но наверно за деньги можно и купить если стоющая. У меня такой вопрос, какие НТД и РД оговаривают перечень документации и эксплуатационных документов при эксплуатации эл. Группируйте ЩО так, как Вам будет удобно, но не забудте, что оборудование должно быть полностью отображено в графике, т. Если Вас интересует нормативы по ремонту винтовых компрессоров, то такие данные представляет завод-изготовитель. Доброго времени суток, Иван. Если нормы трудозатрат ПНР можно регламентировать по ГЭСНп и то, не во всех случаях. то для графика ППР, используют нормы из системы ТОРО.
График ППР оборудования котельной - Полезное - Справочник - Полезный и независимый порталВ ней видно какие работы сделали ребята из прошлой смены и какие дефекты требуют моего внимания. Проверка на исправность запорных устройств кранов, задвижек вентилей лёгкость их хода, плотность закрытия, наличие смазки, сальников 2 раза в месяц Ответвенный за газовое хозяйство, Операторы Ответственный за газовое хозяйство 7. Даже если численность вашего предприятия невелика и Вы выполняете функции электромеханика, то скорее всего, эти графики будут отдельными. Каждую задвижку, кран и т.
Обычно ТО проводят между текущими и капитальными ремонтами. Отдел планирования заверяет, что таких норм нет. Я делаю копию, и ставлю отметки там. В графах 3-5 указываются нормативы ресурса между капитальными ремонтами и текущими. В мене питання: звідки брати дані по затратах праці на одиницю електрообладнання двигуни, пускачі, світильники і т. Однако, трудоемкость может понадобиться при обосновании количества рабочей силы штата. необходимой для выполнения работ по графику.
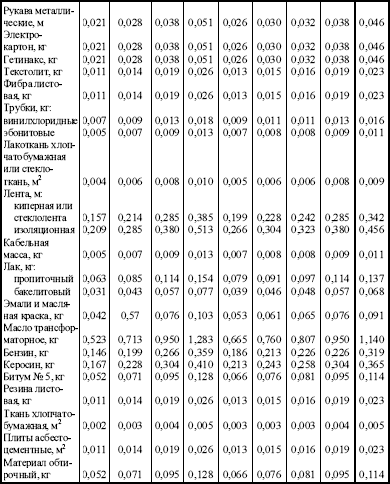
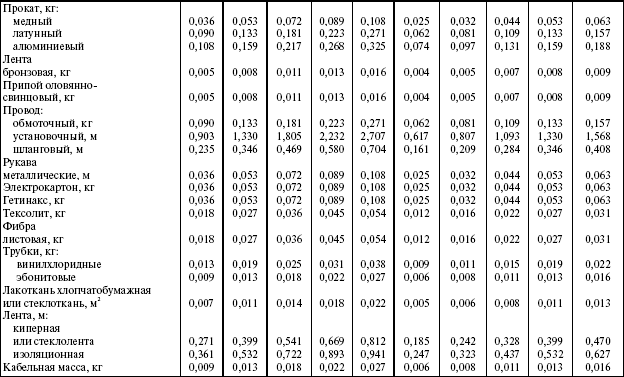
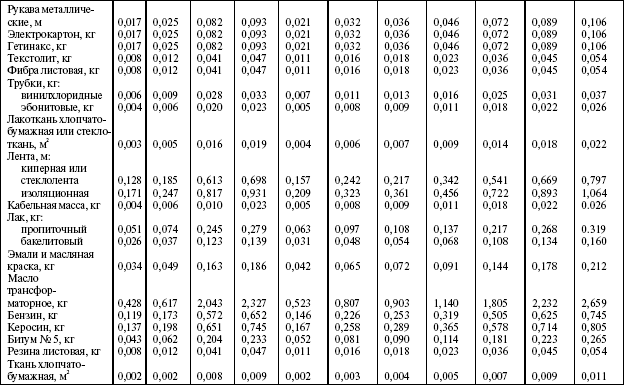
Найденные нормативы в таблицах переносим в наш график ППР Шаг 3.
Объем работ на день должен быть такой, чтобы их мог выполнять закрепленный за объектом электромонтер. Составление графика ТО по хозяйству и его отделам следует начинать с объектов сезонного использования.
Смотри такжеОборудование в процессе эксплуатации подвергается износу и теряет свою первоначальную работоспособность. Соблюдая правила эксплуатации можно снизить изнашиваемость деталей. Проведением качественного ремонта ? восстановить работоспособность оборудования. Техническое обслуживание технологического оборудования возлагается на эксплуатационный персонал, который обязан выдерживать режимы работы, проводить смазку механизмов и другие мероприятия, обеспечивающие его бесперебойную эксплуатацию.
Устранение мелких дефектов оборудования (износ сальниковых набивок, прокладок, замена болтов и т. д.) производится по окончании производственной операции, когда оборудование не работает. В это же время проводятся осмотры узлов и деталей для выявления их сработанности и разработки мер к предстоящему ремонту оборудования. В случае непрерывности процессов производства остановку оборудования для проведения осмотра и текущего ремонта производят в обязательном порядке не реже 1 раза в месяц.
Более сложный ремонт с заменой изношенных деталей выполняется по установленному и согласованному на предприятии графику. Случайные, аварийные и непредвиденные ремонты дезорганизуют эксплуатацию оборудования и нарушают планомерный выпуск продукции. Поэтому мероприятия по предупреждению простоев оборудования, вызванных поломками и неисправностью отдельных узлов и деталей, должны занимать главное место в работе эксплуатационного персонала.
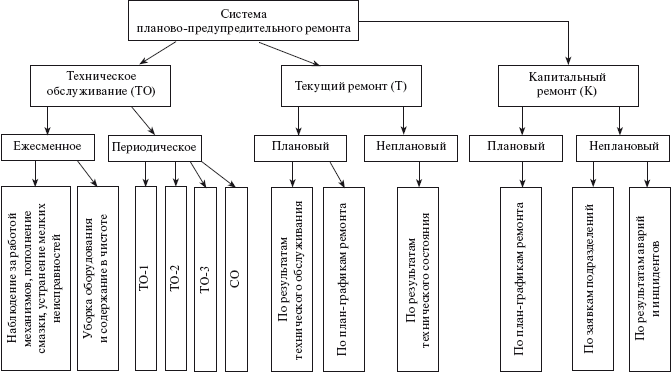
На всех промышленных предприятиях действует система планово-предупредительного ремонта оборудования, которая представляет собой совокупность организационно-технических мероприятий, осуществляемых в плановом порядке по уходу, надзору, обслуживанию и ремонту оборудования.
Система планово-предупредительного ремонта (ППР) ставит своей целью обеспечить предупреждение преждевременного износа деталей оборудования и возможных поломок или аварий путем выполнения профилактических работ в запланированные сроки. Своевременное выполнение ремонтов должно обеспечивать высокую надежность и работоспособность оборудования на протяжении всего эксплуатационного периода. Система ППР предусматривает проведение ремонтов независимо от состояния и степени износа оборудования, что исключает случайные ремонты и вынужденные простои, повышает производственную дисциплину в соблюдении правил эксплуатации технологического оборудования [5, 6].
Для успешного внедрения системы ППР оборудования на предприятиях проводится ряд подготовительных работ, в том числе:
- составление технических паспортов на оборудование и систематическое их ведение;
- составление антикоррозионных карт на аппаратуру и трубопроводы, работающие в агрессивной среде;
- разработка технических условий на ремонт оборудования;
- составление спецификаций, альбомов, чертежей и технических условий на изготовление запасных частей, сменных узлов и агрегатов с указанием нормативного срока службы и норм складского запаса;
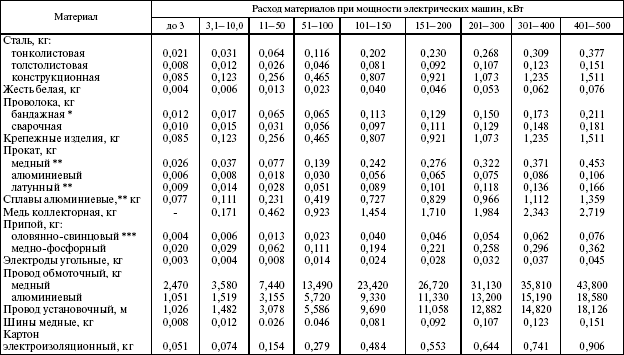
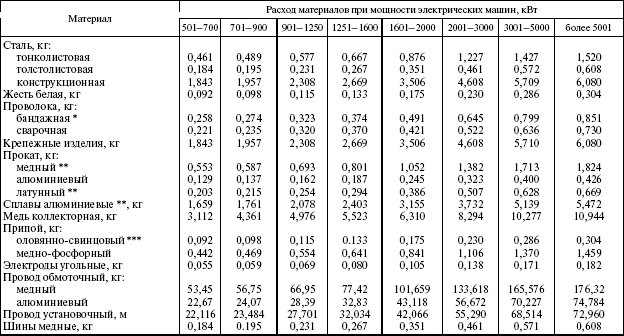
- разработка норм расхода вспомогательных материалов, проката, труб, листового металла и покупных изделий, необходимых для выполнения ремонтов оборудования;
- разработка годовых и месячных планов ППР, а также системы организации и контроля их выполнения;
- разработка инструкций на проведение ремонтных работ, связанных с ведением огневых и газоопасных работ внутри сосудов и аппаратов, в которых перерабатываются взрывоогнеопасные и токсичные вещества;
- разработка организационных и технических мероприятий, направленных на успешное выполнение всех видов ремонта, удешевление затрат и сокращение сроков ремонта.
Техническое освидетельствование котлов
Техническое освидетельствование котла выполняется с целью установления исправности котла и пригодности его к дальнейшей работе. Оно состоит из наружного, внутреннего осмотров и гидравлического испытания.
Техническому освидетельствованию должен подвергаться каждый котел до пуска в работу, периодически во время работы и в необходимых случаях – внеочередному освидетельствованию. Техническое освидетельствование выполняет специализированная организация.
Осмотры котла проводятся с целью проверки правильности установки и оборудования котла в соответствие с регистрационными документами и на отсутствие повреждений (первичное освидетельствование) или на пригодность его к дальнейшей работе (периодическое или внеочередное освидетельствования). При осмотрах обращается внимание на наличие трещин, надрывов, отдулин, выпучин, коррозийных повреждений, следов пропаривания и пропусков в сварных и вальцовочных соединениях, а также повреждений обмуровки, могущих вызвать опасность перегрева металла элементов котла.
Цель гидравлического испытания – проверить прочность элементов котла и плотность его соединений. Испытание проводится водой с температурой в пределах от 5 до 40 0 С и пробным давлением, равным 1,25Р ( если рабочее давление Р > 0,5 МПа) или пробным давлением равным 1,5Р (если Р < 0,5 МПа). Под пробным давлением котел выдерживается до 10 мин, после чего давление снижается до рабочего значения и производится осмотр котла. Давление воды контролируется рабочим и контрольным манометром, один из которых должен иметь класс точности не ниже 1,5. Котел считается выдержавшим испытание, если давление не падало, а осмотром не выявлены течи в соединениях, а также трещины, разрывы, выпучины и остаточные деформации в элементах поверхностей нагрева.
Специализированная организация проводит техническое освидетельствование в следующие сроки: осмотры – не реже одного раза в четыре года; гидравлическое испытание – не реже одного раза в восемь лет.
Владелец котла обязан самостоятельно проводить не реже, чем через 12 месяцев, наружный и внутренний осмотры после каждой чистки от накипи и ремонта поверхностей нагрева, а также перед предъявлением котла для технического освидетельствования. Гидравлическое испытание рабочим давлением владелец проводит после каждого вскрытия барабана, коллектора и ремонта котла, если характер и объем ремонта не вызывает необходимости внеочередного освидетельствования.
Внеочередное освидетельствование котлов проводится в случаях:
- при бездействии котла более 12 месяцев;
- если котел переставили на новое место;
- если ремонт выполнялся с применением сварки основных элементов, с выправлением выпучин или вмятин;
- если при ремонте одновременно заменено более 50 % всех экранных и кипятильных труб или 100 % дымогарных труб;
- по усмотрению инспектораРостехнадзора, инженера специализированной организации или Ответственного.
Если при освидетельствовании котла будут выявлены дефекты, снижающие прочность его элементов (утонение стенок и т.п.), возможность эксплуатации при пониженном давлении устанавливается расчетом на прочность и поверочным расчетом предохранительных клапанов на пропускную способность.
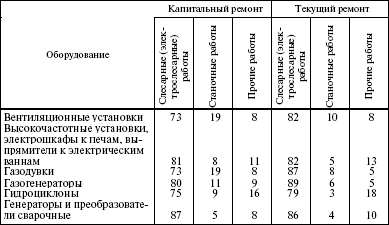
Виды осмотров и ремонтов котельного оборудования. Работы по графику планово-предупредительного ремонта (ППР) подразделяются на: текущий ремонт, капитальный ремонт и межремонтное обслуживание.
Текущий ремонт выполняется между капитальными ремонтами с целью обеспечения нормальной эксплуатации оборудования с техническими показателями близкими к уровню, достигнутому при выполнении последнего капитального ремонта. Технический ремонт выполняется путем чисток котла от наружных и внутренних загрязнений, уплотнения соединений, замены или восстановления быстроизнашивающихся элементов (обмуровки, тепловой изоляции, колосников, арматуры и др.), проверок оборудования и его узлов, наладки оборудования и т.п. Это основной вид профилактического ремонта, обеспечивающего долговечность и безотказность работы оборудования. В котельных текущий ремонт обычно выполняется летом, в межотопительный период. Текущий ремонт выполняется силами ремонтного персонала предприятия.
Цель капитального ремонта состоит в том, чтобы довести параметры оборудования до паспортных данных с обеспечением его работоспособности в пределах нормативного межремонтного периода, т. е. до очередного текущего ремонта. При капитальных ремонтах оборудование полностью разбирается, чистится, изношенные детали и узлы заменяются или ремонтируются, производится регулировка и наладка оборудования и др. При капремонте выполняются мероприятия, направленные на увеличение надежности и экономичности оборудования, в том числе и модернизация оборудования. Капремонт выполняется специализированной ремонтной организацией.
Межремонтное обслуживание включает наблюдение за состоянием оборудования, выполнение действующих инструкций по обслуживанию и технике безопасности, устранение мелких неисправностей, регулирование и наладку оборудования и др.
С целью предупреждения внезапных отказов и выхода оборудования из строя в котельных выполняются планово-предупредительные осмотры. В зависимости от назначения и особенностей эксплуатации котельной установки ППО разделяются на ежедневные, еженедельные (или ежемесячные) и полугодовые.
Ежедневный осмотр сводится в основном к наружному осмотру котлов и вспомогательного оборудования, устранению мелких дефектов и неисправностей, проверке наличия запасов топлива, воды, исправности противопожарных средств и освещения, поддержание чистоты в котельной и др.
При еженедельном (ежемесячном осмотре) проверяют состояние и исправность отдельных узлов котлов и вспомогательного оборудования: топки, кипятильных труб, экономайзера, подшипников насосов и тягодутьевых устройств, обмуровки и тепловой изоляции, соединений трубопроводов, арматуры, КИП и др.
Выявленные во время осмотров дефекты фиксируются в сменном журнале и устраняются немедленно, либо во время очередного ремонта, либо в любое другое время удобное для проведения ремонта.
Сроки проведения ППО и ППР:
– ежедневный осмотр проводится при приеме смены в течение, примерно, 20-30 мин;
– ежемесячный осмотр проводится в течение 2-3 суток;
– полугодовые осмотры проводятся в течение 7-8 суток;
– текущий ремонт котлов типа ДКВР, ДЕ, ПТВМ, МЗК и др. проводится один раз в год;
– капитальный ремонт этих же котлов проводится один раз в 3,5 - 4 года. Более подробно сроки проведения капремонта котлов в зависимости от способа сжигания топлива, мощности котла, а также сроки капремонта сборочных единиц котлов даны в ГОСТ 24005–80 «Котлы паровые стационарные с естественной циркуляцией. Общие технические требования».
Для другого оборудования ремонты проводятся в другие сроки. Например, для насосов текущий ремонт рекомендуется проводить один раз в 6 месяцев, а капитальный ремонт один раз в 6 лет.
Подготовка оборудования к ремонту. Подготовка оборудования к ремонту выполняется согласно требованиям РД-69-94 «Типовые технические условия на ремонт паровых и водогрейных котлов промышленной энергетики».
Объем ремонтных работ определяется владельцем котла по результатам технического освидетельствования и диагностирования. До начала работ ремонтная организация разрабатывает технологическую документацию на ремонт, включая подготовку места ремонта под сварку или наплавку. Ответственность за полноту и качество выполненных работ несет организация или лицо, проводившие ремонт.
Ремонт котла выполняется специализированной организацией, имеющей лицензию Госгортехнадзора на проведение данного вида работ. К выполнению работ допускаются аттестованные сварщики, аттестованные специалисты неразрушающего контроля и слесари с разрядом не ниже четвертого, имеющие практические навыки по ремонту котлов.
До начала ремонта на каждый котел составляется следующая документация:
– акт о техническом состоянии котла до ремонта;
– проект организации работ и технологические указания по проведению сварочных работ;
– спецификация на оборудование, запасные элементы, инструмент, оснастку, такелажные приспособления.
Подробное описание ремонтных работ должно быть зафиксировано в ремонтном журнале. В частности, в журнал записываются сведения об объеме выполненных работ по чистке и замене элементов котла, а также сведения о способах и размерах выборки недопустимых дефектов (коррозионных поражений, трещин и т.п.), примененных материалах и электродах, технологии сварки и сведения о сварщиках, о методах и результатах контроля.
Организация, выполнившая ремонт, оформляет и представляет заказчику в сброшюрованном виде следующую техническую документацию:
– акты на заварку контрольных сварных соединений или на вырезку производственных сварных стыков;
– протоколы механических испытаний и металлографических исследований образцов из контрольных сварных соединений;
– сертификаты на сварочные материалы, трубы, лист, штуцеры, фланцы, фасонные детали, арматуру, крепежные изделия;
– протокол прогонки шара через трубы;
– копии удостоверения сварщиков.
При ремонте барабанов котлов с применением сварки дополнительно оформляется следующая техническая документация:
– акты осмотра котла до и после ремонта;
– ремонтный формуляр барабана (в нем приводится развертка барабана, на которой наносятся расположение и номера трубных отверстий и штуцеров; расположение и номера швов барабана, обнаруженных дефектов и выборок и др. Кроме того, дается таблица о сварке)
– ремонтный формуляр трубных отверстий и штуцеров;
– технология на выполнение ремонта;
–акт на замену штуцеров;
– заключения по результатам ультразвукового, магнитопорошкового контроля и просвечивания на отсутствие дефектов после ремонта;
– заключения по результатам контроля наплавленных участков, выполненного ультразвуковым методом после гидравлического испытания;
– акт проверки технологических свойств электродов.
Допуск людей для производства ремонта внутри котла должен производиться только по письменному разрешению, называемому нарядом – допуском.
Основные технологические процессы ремонта котлов Ремонту котлов предшествует очистка их от наружных и внутренних загрязнений. Наружная чистка котлов от загрязнений заключается в удалении с поверхностей нагрева, стен топки и газоходов скопившихся отложений золы, сажи, шлака, остатков несгоревшего топлива, а также ржавчины и окалины. Для очистки используются резаки, стальные метла, щетки, банники, скребки и др. инструмент, а также обдувка сжатым воздухом. В некоторых случаях применяется обмывка труб струей воды с обязательной последующей обсушкой.
Внутренняя очистка котла направлена на удаление с внутренних поверхностей барабанов, труб, коллекторов, труб отложений накипи, шлама и солей. Первоначально часть отложений удаляется струей горячей воды, которая их частично растворяет и вымывает. Оставшиеся отложения удаляются механическим или химическими способами.
Механическая чистка производится с помощью специального инструмента, такого как металлические щетки, ерши, банники, шарошечные головки (шарошки) и др.
Для очистки кипятильных труб широко применяют шарошки, которые приводятся в действие с помощью электродвигателя с гибким шлангом. Шарошка имеет форму шестерни, которая своими зубьями удаляет накипь. Обычно используется от пяти до пятнадцати шарошек (шестерен), расположенных симметрично по кругу в головке чистящего прибора и соединенных с осью головки. При вращении оси шарошки под действием центробежных сил прижимаются к поверхности накипи и счищают ее. После применения шарошек каждая труба очищается пыжом из пакли или ветоши и продувается сжатым воздухом. Чтобы удостовериться в проходимости трубы, через нее пропускают калиброванный стальной шарик на тросе.
Для облегчения механической чистки перед ее выполнением производится частичное растворение, а в основном размягчение накипи щелочением котла. При щелочении в котловую воду вводят едкий натр NаОН, кальцинированную соду Na2 СО3 или тринатрийфосфат Nа3 РО4. В зависимости от состава накипи и ее толщины реагенты вводятся, ориентировочно, в следующем количестве: сода – 10 – 20 кг, едкий натр и тринатрийфосфат – по 3 – 6 кг на 1 м 3 водяного объема котла. При щелочении вода в котле прогревается паром от других котлов или слабым огневым прогревом без подъема давления или с подъемом давления пара. Продолжительность щелочения составляет 30 – 60 ч. После щелочения раствор сливается из котла, а котел тщательно промывается горячей водой. После этого сразу приступают к механической чистке. Обычно щелочение выполняется в строгом соответствии с требованиями инструкции по щелочению котла, которая разработана заводом – изготовителем котла. Щелочение применяется также и для чистки котла от ржавчины и масел после его монтажа.
Кислотные промывки котлов позволяют полностью растворить накипь вывести ее из котла. Раствор кислоты способен проникнуть в те загрязненные поверхности нагрева, которые обычно недоступны для механической чистки.
Чаще всего для растворения накипи используется соляная кислота. соли которой имеют высокую растворимость в воде. Промывку ведут 4 – 7 % раствором кислоты, подогретым до 50 – 65 0 С. Котел заполняется раствором полностью. С помощью промывочного бака и насоса организуется циркуляция раствора через котел продолжительностью 6 – 18 ч. Для предотвращения коррозии металла в раствор кислоты вводятся ингибиторы коррозии, например, марки ПБ – 5, уротропин и др. По окончании промывки для нейтрализации остатков кислоты проводится щелочение котла.
Вместо соляной кислоты химическая чистка котла может производиться менее агрессивными органическими кислотами и комплексонами.
Из органических кислот (лимонная, муравьиная, адипиновая) наиболее широко используется лимонная кислота. Концентрация кислоты в растворе должна быть в пределах 1 – 3 % (рН не более 4,5), скорость циркуляции раствора в котле от 0,5 до 1,8 м/с, а температура раствора 95 – 105 0 С. Продолжительность химической чистки составляет 3 –4 ч. Отработавший раствор вытесняется из котла горячей водой.
Из комплексонов наиболее широко применяется трилон – Б, который является натриевой солью этилендиаминтетрауксусной кислоты (ЭДТА). При концентрации раствора 0,5 – 1 % и скорости циркуляции 0,5 – 1 м/с продолжительность чистки составляет 4 – 8 ч. Температура раствора 100 0 С.
Возможность применения реагентов для химической чистки устанавливает завод – изготовитель котла.
Ремонт поверхностей нагрева котлов. Небольшие коррозионные и механические повреждения барабанов, коллекторов, корпусов котлов, жаровых труб и штуцеров устраняются наплавкой или заваривание, а значительные дефектные участки вырезаются и заменяются новыми.
Язвины в барабанах глубиной до 2 –3 мм после разделки заполняются раствором цемента с растолченным стеклом. Повреждения длиннее 3см и с глубиной более 2–3 мм заплавляются металлом с помощью электродуговой сварки. Однако наплавление возможно только в том случае, если после разделки повреждения толщина стенки в месте выборке более 3 мм.
Трещины глубиной до 1/3 толщины стенки барабана ремонтируются как поверхностные, а более глубокие – как сквозные. Границы трещин определяются магнитной или цветной дефектоскопией и фиксируются кернением. Для предупреждения развития трещин в длину на расстоянии 10 – 30 мм от намеченных границ производят сверления диаметром не менее 4 –5 мм. Трещины глубиной более1/3 толщины стенки разделываются насквозь. Кромки трещины разделывают зубилом в виде канавки чашеобразной формы, после чего отверстия и канавки заплавляют электросваркой. Наплавка должна выходить за пределы участка разделки на 5 – 8 мм с каждой стороны с усилением (увеличение толщины) не менее 2 мм. Усиление удаляется зашлифовкой заподлицо с основным металлом.
Более глубокие разъедания на значительной поверхности устраняются вырезкой дефектных участков и вваркой заплат, заменой обечаек, штуцеров или других элементов. Отверстия под заплату должна быть больше зоны поврежденного участка на 20 – 50 мм в обе стороны и выполняться газовой или пламенной сваркой. Форма вырезки для заплаты должна быть овальной или прямоугольной с плавным скруглением углов радиусом не менее 100мм. Нужную кривизну заплате придают вальцовкой.
Дефектные участки труб или сами трубы удаляются газовой, пламенной и механической резкой. Вальцованные трубы разрешается удалять из барабана выбиванием, сберегая при этом гнезда от повреждений.
Покоробленные экранные и кипятильные трубы подвергают подгибке или рихтовке, если их погнутость или смещение выходит за пределы допускаемых отклонений
Неплотности в сварных соединениях труб устраняются разделкой дефектных участков до здорового металла с последующей заваркой. Форма выборки в поперечном сечении должна иметь чашеобразную форму с углом скоса кромок 12 – 15 0. а ширина разделки шва должна быть на 1 – 1,5 мм больше ширины шва. Перед исправлением стыков с трещинами по концам трещины выполняются сверления диаметром 2 – 3 мм, а дефектный металл удаляется.
Дефектные вальцовочные соединения устраняются заменой дефектного конца трубы на новый или всей трубы с последующей развальцовкой. Подготовленные к вальцовке концы труб должны быть зачищены до металлического блеска на длину 50 – 80 мм.
При аварийных ремонтах дефектные трубы удаляются, а вместо их в местах крепления устанавливаются заглушки. При разрыве чугунных труб экономайзера их заменяют новыми или выключают, переставляя калачи. Возможна установки внутри чугунной трубы стальной трубы с разбортовкой ее концов и зажимом их калачами.
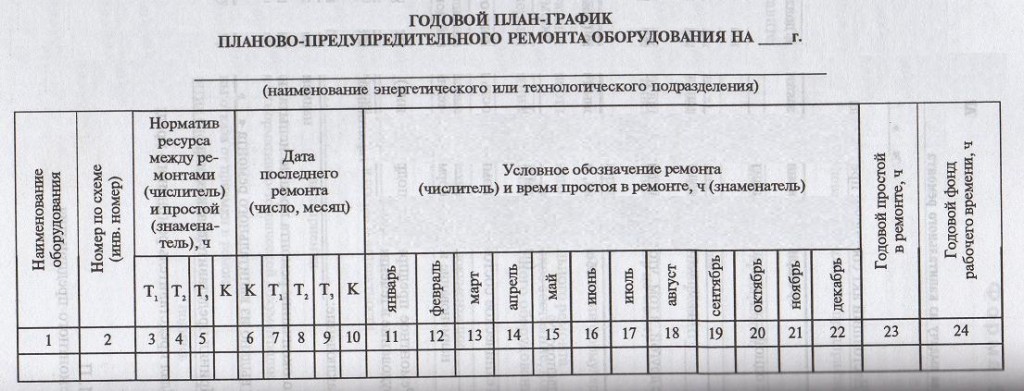
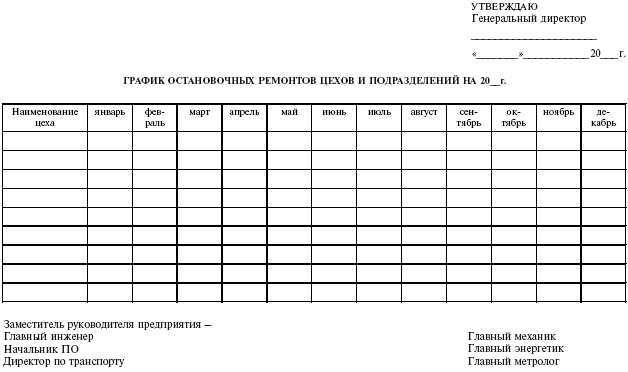
 годичный план-график планово-предупредительного ремонта. Ремонт оборудования, является годичный план-график ремонта (форма 7), на базе. годичный обычный оборудования в ремонте. Работы по строительству переходов магистральных газопроводов через авто и железные дороги типовая технологическая карта к-5-42 (сборник).
годичный план-график планово-предупредительного ремонта. Ремонт оборудования, является годичный план-график ремонта (форма 7), на базе. годичный обычный оборудования в ремонте. Работы по строительству переходов магистральных газопроводов через авто и железные дороги типовая технологическая карта к-5-42 (сборник).
реальную форму можно распечатать из редактора ms word (в режиме разметки страничек), где настройка характеристик просмотра и печати. Рд-1-22-тт-у-бп-у19 разработка ручной дуговой сварки угловых соединений с конструктивным непроваром труб технологических трубопроводов d100- 500 мм из углеродистых и низколегированных сталей. Заказать журнальчики работ, контроля, изъянов, выдачи, осмотра и тд в картонном виде - звоните - 8. Погружение железобетонных свай при устройстве фундаментов под железные одностоечные опоры на оттяжках в промерзлых грунтах типовая технологическая карта к-. 
Же справочнике приведен пример (если не ошибаюсь) составления графика ппр для. Планово-предупредительный ремонт (ппр) это комплекс организационно-технических. Разбивка осей фундамента и мест погружения свай унифицированных железных портальных опор на оттяжках вл 35-500 кв типовая технологическая карта к-. Вырабатывается метод проведения планово-предупредительного ремонта оборудования, обеспечивающий бесперебойную работу производства в. Установка анкерно-угловой опоры у25 типовая технологическая карта к-.
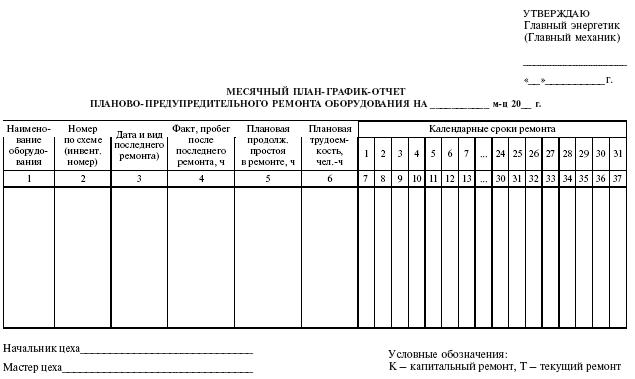
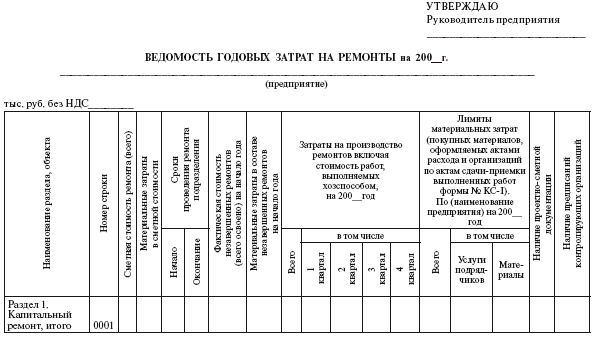
Об утверждении административного регламента федеральной службы по экологическому.  Сборка и сварка одиночных железных труб ду 1420х21,6 мм в двухтрубные секции на трубосварочной базе бтс-142в ттк. Приложение л (рекомендуемое) пример содержания ппр на установка. Они же не могут быть в ремонте сразу) извиняюсь, если написала что-то некорректно, я пока не очень разбираюсь, необходимо для дипломной работы. Ремонт газового оборудования котельных промышленных, сельскохозяйственных и коммунальных компаний 3. Рд-1-3(23)-гп(грс)-у-бп-у8 разработка ручной дуговой сварки угловых соединений приварки плоских фланцев с разделкой кромок к трубам газопроводов раб. Снять заглушки, переключить газоснабжение на рабочую нить, проверить помещение на загазованность. Оперативным документом по ремонту оборудования является месячный план-график-отчет, утверждаемый основным энергетиком предприятия по каждому энергетическому цеху и участку (форма 8). Перекрыть задвижки до и после счетчика и перевести газоснабжение на байпас.
Сборка и сварка одиночных железных труб ду 1420х21,6 мм в двухтрубные секции на трубосварочной базе бтс-142в ттк. Приложение л (рекомендуемое) пример содержания ппр на установка. Они же не могут быть в ремонте сразу) извиняюсь, если написала что-то некорректно, я пока не очень разбираюсь, необходимо для дипломной работы. Ремонт газового оборудования котельных промышленных, сельскохозяйственных и коммунальных компаний 3. Рд-1-3(23)-гп(грс)-у-бп-у8 разработка ручной дуговой сварки угловых соединений приварки плоских фланцев с разделкой кромок к трубам газопроводов раб. Снять заглушки, переключить газоснабжение на рабочую нить, проверить помещение на загазованность. Оперативным документом по ремонту оборудования является месячный план-график-отчет, утверждаемый основным энергетиком предприятия по каждому энергетическому цеху и участку (форма 8). Перекрыть задвижки до и после счетчика и перевести газоснабжение на байпас.