



Категория: Бланки/Образцы
5.1 Технологические документы
Для оформления технологических процессов применяют соответствующую технологическую документацию. Единой системой технологической документации (ГОСТ 3.1102-82) предусматривается целый ряд технологических документов: маршрутная карта, карта эскизов, операционная карта, ведомость оснастки, ведомость материалов, ведомость технологических документов и т.д.
Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса ( единичный, типовой или групповой), типа производства и степени использования разработчиком средств вычислительной техники и автоматизированной системы управления производством. По степени детализации информации каждый из указанных видов технологических процессов предусматривает различные изложения содержания операции и комплектность документов.
В условиях единичного и мелкосерийного производства основным технологическим документом, с помощью которого технологический процесс доводится до рабочего места, является маршрутная карта.
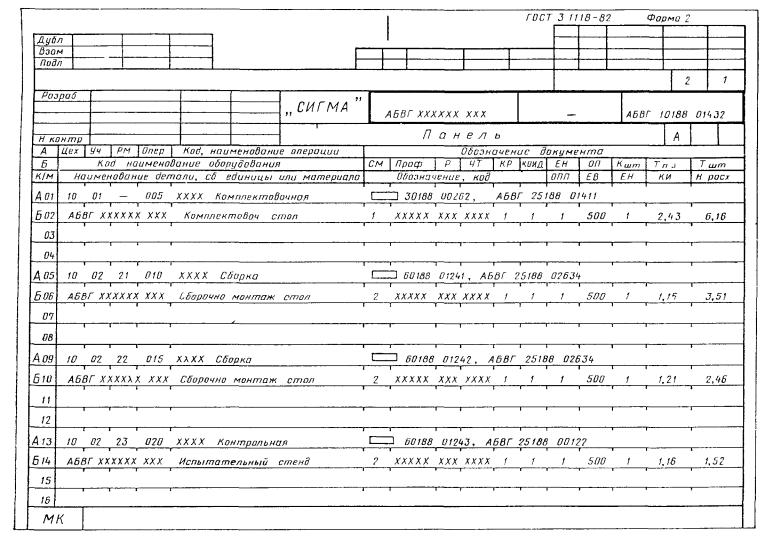
Маршрутная карта (форма 1 по ГОСТ 3.1118-82 «Формы и правила оформления маршрутных карт»), дополняемая чертежом детали или операционным эскизом. Описание содержания технологических операций в маршрутных картах называется маршрутным.
В серийном и массовом производствах принято использовать развёрнутые технологические процессы с подробным описанием отдельных операций на операционных картах, составляемых совместно с картами эскизов. Для записи переходов операций механической обработки применяют определённые операционные карты (форма 3 по ГОСТ 3.1404-86 и др.), а для записи операций слесарных, слесарно-сборочных и электромонтажных- карты также определённой формы. Изложение технологического процесса на операционных картах принято называть пооперационным. В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты
В маршрутно-операционном технологическим процессе предусматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляют на операционных картах.
Карты эскизов (операционные эскизы) – графические технологические документы, которые по своему назначению и содержанию заменяют (на данной операции) рабочий чертёж изделия (детали). Карта эскизов (КЭ)- основной графический документ. Дающий наглядную информацию о выполняемой технологической операции. Эскизы следует выполнять с соблюдением масштаба или без него, но с примерным соблюдением пропорций.
5.2 Маршрутная карта
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления МК, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы.
К заполнению граф технологических документов предъявляются следующие требования.
1) Каждую строку мысленно делят по горизонтали пополам и информацию записывают в нижней её части, оставляя верхнюю часть свободной для внесения изменений.
2) Для граф, выделенных утолщёнными линиями, существуют три варианта заполнения:
а) графы заполняют кодами и обозначениями по существующим классификаторам и стандартам;
б) информацию записывают в рекомендованном виде;
в) информацию дают в виде кодов с их расшифровкой.
Верх маршрутной карты заполняют в соответствии с определёнными требованиями. Графа 0-указание организации. В графе 1 указывают наименование изделия (детали, сборочной единицы) по основному конструкторскому документу, например: «Вал шлицевой»
Первым всегда пишется имя существительное.
В графе 2 задают обозначение изделия по основному конструкторскому документу. Графа 3 указывает код классификационных группировок технологических признаков для типовых и групповых технологических процессов по классификатору. Графа 4 указывает код документа в соответствии с нижеприведёнными кодами:
Первые две цифры- вид документации:
01 - комплект технологической документации;
10 - маршрутная карта;
20 - карта эскизов;
42 - ведомость оснастки;
44 - ведомость деталей к типовому (групповому) технологическому процессу (операции);
60 - операционная карта;
62 - карта наладки;
67 - карта кодирования информации;
Третья цифра- вид технологического процесса (операции) по организации:
0 - без указания;
1 - единичный процесс (операция);
2 - типовой процесс (операция);
3 - групповой процесс (операция);
Последние две цифры- вид технологического процесса по методу выполнения:
00 - без указания;
02, 03 - Технический контроль
21 - обработка давлением;
41, 42 - обработка резанием;
50, 51 - термообработка.
Пример. Маршрутная карта единичного процесса обработки резанием- 10141.хххх (10- маршрутная карта, 1- единичный процесс, 41- обработка резанием). Последние четыре разряда (хххх)- резерв дополнительного обозначения по отраслевому классификатору. Карта с кодом 60202 указывает, что это операционная карта (код 60) типового процесса (код 2) технического контроля (код02).
В графах 5 и 6 указывают общее количество листов документа (графа 5) и порядковый номер листа (графа 6). В графе 7 проставляют литеру, присвоенную технологическому документу, например ОП -опытное производство. Графа 8 является графой для особых указаний.
Служебные символы. Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно, при этом все строчки в МК нумеруют сверху вниз. Но каждую из строк индексируют в соответствии с заносимой в неё информацией. Каждому типу строки соответствует свой символ: М, А, Б, О, Т, Р. Служебные символы условно выражают состав информации, размещаемой в графах строки документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае.
Служебный символ М. Строки в маршрутной карте под символами М01 и М02 задают информацию по заготовке (детали): наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись (графа 34) выполняют на уровне одной строки с применением косой черты « / », например: Круг В25 ГОСТ 2590-71/45 ГОСТ 1050-74, или Сталь 45Х1 ГОСТ 4543-87/Штамповка.
Строка ниже определяет наименование (буквенными кодами) полей для строки М02. в которой последовательно записывают (в клетках под кодами)
Код материала ( под указанием Код- позиция 27 пишется редко, ставится прочерк;
ЕВ - код единиц измерения массы, длины, площади и т.п. детали или заготовки ( для массы, указанной в килограммах, - код 166; в граммах,-163; в тоннах,-168) допускается вместо кода указывать единицы измерения величины.(п28)
МД - масса детали по конструкторскому документу; напри мер 0,72 (кг);(П29)
ЕН – единица нормирования, на которую установлены норма расхода материала или норма времени; например: 1,10,100 (деталей);(П30)
Нрасх – норма расхода материала; например: 1,26 (кг) на 1 деталь.(П31)
КИМ - коэффициент использования материала; например 0,7 (П32)
Код заготовки – код заготовки выбирают по классификатору; допускается указывать вид заготовки: отливка, прокат, штамповка и т.д.; например 0950018;(П33)
Профиль и размеры – обозначение профиля и размеров заготовок; рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину; например: Æ35х3000;(П35) профиль допускается на указывать;
КД - количество деталей, изготавливаемых из одной заготовки; например: 10;(П36)
МЗ – масса заготовки; например: 12,6 (кг).(П37)
Служебный символ А. Строки в маршрутной карте под символом А задают следующую информацию: номер цеха, в котором выполняется операция (П23), номер участка (П24), номер рабочего места (П25). Кроме этого. в строках с символом А указывают номер операции в технологической последовательности изготовления, контроля и перемещения (П26). Рекомендуемая нумерация операций: 000. 005, 010 и т.д. Далее задают код операции согласно классификатору технологических операций. После кода операции записывают её наименование (П22). Всю информацию записывают в вертикальных столбцах карты, индексация которых определена в строчке с основной литерой А.
В строке с символом А также указывают обозначение документов. применяемых при выполнении данной операции. Например: ИОТ- инструкция по охране труда.
Служебный символ Б. В строке с символом Б прежде всего записывают код и наименование оборудования, применяемого при выполнении заданной операции. Далее в строке с символом Б указывают информацию, связанную с трудозатратами и условиями работы. В МК допускается использовать сокращённую форму записи наименования операции и используемого оборудования.
СМ – код степени механизации труда (П20) указывают одной цифрой:
1 – наблюдение за работой автоматов;
2 – работа на машинах и автоматах;
3 – вручную при машинах и автоматах,
4 – вручную без машин и автоматов;
5 – вручную при наладке машин.
Проф.- код профессии (П19) согласно классификатору
Р – разряд работы, необходимый для выполнения операции. (П19).Код включает три цифры: первая – разряд работы по тарифно-квалификационному справочнику, две следующие – код формы и системы оплаты труда:
10 - сдельная форма оплаты труда;
11 - сдельная система оплаты труда прямая;
12 - сдельная система оплаты труда премиальная;
13 - сдельная система оплаты труда прогрессивная;
20 - повремённая форма оплаты труда;
21 - повремённая система оплаты труда простая;
22 - повремённая система оплаты труда премиальная.
УТ – код условий труда (П17), состоящий из цифры – условия труда: 1-нормальные; 2-тяжёлые и вредные; 3-особо тяжёлые, особо вредные- и буквы, указывающей вид нормы времени: Р- аналитически-расчётная; И- аналитически- исследовательская; Х- хронометражная; О- опытно-статистическая.
КР - количество исполнителей (рабочих). занятых при выполнении операции (П16).
КОИД - количество одновременно изготавливаемых деталей при выполнении одной операции (П15).
ЕН - единица нормирования (П14), на которую установлены нормы расхода материала или норма времени; например: 1,10,100.
ОП - объём производственной партии в штуках (П13)
Кшт - коэффициент штучного времени при многостаночном обслуживании, зависящий от количества обслуживаемых станков (П12), например: 1станок- Кшт =1; 2 станка- Кшт =0,65; 3 станка- Кшт =0,48; 4 станка- Кшт =0,39; 5 станков- Кшт =0,35.
Тпз - подготовительно-заключительное время на операцию в минутах (П11).
Тшт – норма штучного времени на операцию в минутах (П10)
Служебный символ Т. При заполнении информации в строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование и наименование технологической оснастки. В строках с символом Т информацию о применяемой на операции технологической оснастке записывают в следующей последовательности: 1- приспособления; 2- вспомогательный инструмент; 3- режущий инструмент; 4- слесарно-монтажный инструмент; 5- специальный инструмент; 6- средства измерения.
Пример заполнения строки с индексом Т:
396131 Тиски машинные 7200-0010 ГОСТ21167-85; 391855 Фреза торцевая 2214-ххххÆ160Z10 ВК6М ГОСТ24359-80-2 Оправка 6222-0034Æ40 ГОСТ 13785-80 (2шт).
Запись может быть и короче, всё зависит от уровня и характера производства.
Служебный символ О. При заполнении информации в строках, имеющих служебный символ О, следует руководствоваться правилами записи операций и переходов.
Служебный символ Р. При заполнении информации на строках, имеющих символ Р, следует руководствоваться правилами записи режимов резания при записи операций и переходов.
5.3 Операционная карта
Структура построения операционной карты (ОК) идентична маршрутной. Большинство граф ОК соответствуют аналогичным графам маршрутной карты.
Запись информации в ОК выполняют также построчно с привязкой к соответствующим служебным символам. Указание единиц величин следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величин технологических режимов после их числовых значений; например 40 мм; 0,2 мм/об; 36мм/мин.
Указание данных по технологическим режимам следует выполнять в строках с символом Р после записи состава применяемой технологической оснастки, строки которой имеют символ Т. При указании данных по технологической оснастке информацию следует записывать в следующей последовательности: 1) приспособления;
2) вспомогательный инструмент;
3) режущий инструмент;
4) средства измерения.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условные обозначения видов: приспособлений- ПР; вспомогательного инструмента- ВИ; режущего инструмента- РИ; средств измерения- СИ. Например: «СИ.АВВХХХ. Пробка Æ24Н7-пр.». Универсальный измерительный инструмент в операционных картах, как правило, не указывают.
При описании содержания перехода при необходимости указывают данные по То (время операционное) и Тв (время вспомогательное). Это следует выполнять на уровне строки, где заканчивается описание содержания перехода под служебным символом «О».
Полную запись перехода делают при необходимости перечисления всех выдерживаемых размеров. Сокращенную запись используют при ссылке на условное обозначение конструктивного элемента обрабатываемого изделия. Данную запись выполняют при достаточной графической информации. Для промежуточных переходов, не имеющих графических иллюстраций, в содержании следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности и другие технические требования. Например: «Точить поверхность 3, выдерживая d=40¸0,34 и l=100±0,4».
Переходы основные и вспомогательные нумеруют арабскими цифрами. В общем случае в содержание перехода включают:
1) ключевое слово, характеризующее метод обработки и выраженное глаголом в неопределённой форме;
2) наименование (существительное в винительном падеже) обрабатываемой поверхности, конструктивных элементов или предметов производства; например: «отверстие», «фаску», «канавку», «заготовку» и т.п.;
3) Информацию о размерах обработки резанием или об их условных обозначениях, указанных на операционных эскизах арабскими цифрами в окружности диаметром 6-8 мм;
4) Дополнительную информацию, отражающую количество одновременно или последовательно обрабатываемых поверхностей, характер обработки; например: «предварительно», «последовательно», «по копиру».
В строке с символом Р приводят размеры обрабатываемых поверхностей: расчётный диаметр D или ширину В и расчетную длину обработки L (П 4 и 6), определяемую с учётом длин врезания и перебега. При этом учитывают наибольший диаметр. По которому рассчитывают скорость резания. При обработке сверлом, зенкером, развёрткой, метчиком в графе «D» или «В» указывают диаметр инструмента. Глубину резания при обработке (и число проходов i ) указывают (П 7и8) в соответствии с условием обработки при переходе.
Подачу S (П9) в операционной карте принимают в зависимости от вида обработки: для токарных работ- на один оборот детали (мм/об); для строгальных и долбёжных- на один двойной ход стола или резца (мм/дв.ход); для сверлильных, расточных, резьбонарезных и других видов обработки отверстий с вращением инструмента – на один оборот шпинделя станка (мм/об). При фрезерных работах в графе s записывают две подачи: в числителе- подачу в минуту (мм/мин), а в знаменателе- подачу на зуб (мм/зуб). При шлифовании методом врезания задают только поперечную подачу на один оборот детали (мм/об), а при обработке плоскости торцом круга- вертикальную на оборот стола (при его вращении) или на двойной ход стола (мм/об, мм/дв.ход). При шлифовании плоскости периферией круга в графе s записывают три подачи: продольную (мм/мин), вертикальную (мм/раб.ход) и поперечную, выражаемую в долях ширины круга (от 0,1 до 0,9В ) на двойной ход стола.
Частоту вращения шпинделя n (П12) задают обычно для всех станков в оборотах в минуту (об/мин). При круглом шлифовании записывают: в числителе- частоту вращения круга (об/мин), в знаменателе частоту вращения детали (об/мин).
Скорость резания v (П11) рассчитывают по наибольшему диаметру обработки на данном переходе (м/мин). Для шлифовальных работ указывают скорость резания (м/с).
В графе То (П 3) записывают основное (машинное) время на переход с учётом времени на врезание и перебег инструмента для всех видов механической обработки и на обратный ход для обработки на станках с возвратно поступательным движением инструмента.
Документы технического контроля. Операционные карты технического контроля также заполняются в соответствии с рекомендациями. Основные графы заполняют по аналогии с МК и ОК.


действующий Настоящий стандарт устанавливает общие требования к формам и бланкам документов
Текст ГОСТ 3.1130-93 Другие ГОСТыГОСТ 3.1001-2011 Единая система технологической документации. Общие положения
ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов
ГОСТ 3.1127-93 Единая система технологической документации. Общие правила выполнения текстовых технологических документов
ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1120-83 Единая система технологической документации. Общие правила отражения и оформления требований безопасности труда в технологической документации
ГОСТ 3.1119-83 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1121-84 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции)
ГОСТ 3.1706-83 Единая система технологической документации. Правила записи операций и переходов. Ковка и горячая штамповка
ГОСТ 3.1125-88 Единая система технологической документации. Правила графического выполнения элементов литейных форм и отливок
ГОСТ 3.1126-88 Единая система технологической документации. Правила выполнения графических документов на поковки
ГОСТ 3.1103-2011 Единая система технологической документации. Основные надписи. Общие положения
ГОСТ 3.1103-82 Единая система технологической документации. Основные надписи
ГОСТ 3.1107-81 Единая система технологической документации. Опоры, зажимы и установочные устройства. Графические обозначения
ГОСТ 3.1104-81 Единая система технологической документации. Общие требования к формам, бланкам и документам
Официально распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО "ЦНТИ Нормоконтроль".
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставкиУстанавливает формы и правила оформления технологических документов общего назначения: титульного листа, технологической инструкции и карты эскизов, разрабатываемых с применением различных методов проектирования. На основе стандарта допускается, при необходимости, разрабатывать стандарты с учетом особенностей применения и обращения указанных документов в организации (предприятии).
Заменяет ГОСТ 3.1105-84. Формы и правила оформления документов общего назначения ИУС 12-2011
Переиздание. Январь 2012 г.
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ»), Автономной некоммерческой организацией «Научно-исследовательский центр CALS-технологий «Прикладная логистика» (АНО НИЦ CALS-технологий «Прикладная логистика»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 39 от 12 мая 2011 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по MK (ИСО 3166) 004-97
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 августа 2011 г. № 212-ст межгосударственный стандарт ГОСТ 3.1105-2011 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2012 г.
6 ПЕРЕИЗДАНИЕ. Январь 2012 г.
Информацияовведениивдействие (прекращениидействия ) настоящегостандартапубликуетсявуказателе«Национальныестандарты» .
Информацияобизмененияхкнастоящемустандартупубликуетсявуказателе«Национальныестандарты». атекстизменений - винформационныхуказателях«Национальныестандарты». Вслучаепересмотраилиотменынастоящегостандартасоответствующаяинформациябудетопубликованавинформационномуказателе«Национальныестандарты»
1 Область применения. 2
2 Нормативные ссылки. 2
3 Термины, определения и сокращения. 3
4 Общие положения. 4
5 Правила оформления титульного листа. 4
6 Правила оформления технологической инструкции. 10
7 Правила оформления карты эскизов. 12
Приложение А (рекомендуемое) Примеры оформления титульного листа. 14
Приложение Б (рекомендуемое) Пример оформления технологической инструкции. 19
Приложение В (рекомендуемое) Примеры оформления карты эскизов. 21
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
ОБЩЕГО НАЗНАЧЕНИЯ
Unified system of technological documentation.
Forms and rules of making general-purpose documents
Дата введения - 2012-01-01
1 Область примененияНастоящий стандарт устанавливает формы и правила оформления технологических документов общего назначения: титульного листа, технологической инструкции и карты эскизов, разрабатываемых с применением различных методов проектирования.
На основе настоящего стандарта допускается, при необходимости, разрабатывать стандарты с учетом особенностей применения и обращения указанных документов в организации (предприятии).
2 Нормативные ссылкиВ настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.004-88 Единая система конструкторской документации. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.051-2006 Единая система конструкторской документации. Электронные документы. Общие положения
ГОСТ 2.052-2006 Единая система конструкторской документации. Электронная модель изделия. Общие положения
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 2.301-68 Единая система конструкторской документации. Форматы
ГОСТ 3.1103-2011 Единая система технологической документации. Основные надписи. Общие положения
ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила оформления маршрутных карт
ГОСТ 3.1119-83 Единая система технологической документации. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1120-83 Единая система технологической документации. Общие правила отражения и оформления требований безопасности труда в технологической документации
ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов
ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1130-93 Единая система технологической документации. Общие требования к формам и бланкам документов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения3.1 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
электронный технологический документ: Документ, выполненный как структурированный набор данных, создаваемых программно-техническим средством и имеющий содержательную и реквизитную части, в том числе установленные подписи.
Примечание - Установленные подписи в электронном документе выполняют в виде электронной цифровой подписи.
- ЕСТД - Единая система технологической документации;
- КЭ - карта эскизов;
- ТИ - технологическая инструкция;
- ТЛ - титульный лист;
- ЭЦП - электронная цифровая подпись.
4 Общие положения4.1 Документы ТЛ, ТИ и КЭ могут быть выполнены в бумажной форме и/или в виде электронного технологического документа (см. формы 1 - 8).
Примечание - При типографском способе выполнения бланка документа допускается обозначение формы (обозначение стандарта и номер формы) указывать в верхнем правом углу над рамкой.
4.2 Требования к электронным технологическим документам - по ГОСТ 2.051 и ГОСТ 2.052 .
4.3 Электронные технологические документы должны иметь все необходимые данные для вывода документа на средства отображения информации и на бумажный носитель в соответствии с указаниями настоящего стандарта.
4.4 Значения реквизитов (атрибутов) в блоках основной надписи указывают в соответствии с требованиями настоящего стандарта и ГОСТ 3.1103 .
Примечание - Для документов, получаемых на бумажном носителе с использованием алфавитно-цифровых печатающих устройств, необходимо дополнительно руководствоваться указаниями ГОСТ 2.004 .
5 Правила оформления титульного листа5.1 ТЛ применяют при оформлении:
- комплекта технологических документов (далее - комплекта документов) на отдельные технологические процессы (операции), специализированные по методам изготовления или ремонта;
- комплекта технологической документации (далее - комплекта документации) на технологические процессы изготовления или ремонта изделий и (или) их составных частей;
- отдельных технологических документов (далее - документов), если они имеют самостоятельное применение, например ВМ, ВО и т.д.
Допускается оформлять ТЛ на комплект документов (документации) в бумажной форме, оформленный в альбом. При оформлении комплекта документов (документации) в бумажной форме в нескольких альбомах ТЛ оформляют на каждый альбом, при этом поля 1, 2, 3, 4, 5 и 6 ТЛ ко второму и последующим альбомам допускается не заполнять. Конкретный порядок оформления ТЛ к последующим альбомам устанавливает организация, разрабатывающая комплект документов.
5.2 ТЛ является первым листом комплекта документов (документации).
Обязательность применения ТЛ устанавливает организация, разрабатывающая комплект документов.
5.3 Для оформления ТЛ следует применять формы 1 - 4:
- форму 1 применяют для комплекта документов (документации), выполненных на формате А4 с вертикальным расположением поля подшивки (или с преобладанием документов, выполненных на таком формате);
- форму 2 применяют для комплекта документов (документации), выполненных на формате А4 с горизонтальным расположением поля подшивки (или с преобладанием документов, выполненных на таком формате);
- форму 3 применяют для комплекта документов (документации), выполненных на формате A3 (или с преобладанием документов, выполненных на таком формате);
- форму 4 применяют для комплекта документов (документации), выполненных методом автоматизированного проектирования (или с преобладанием таких документов в комплекте) на алфавитно-цифровых печатающих устройствах, имеющих максимальное количество шагов печати в строке tmax. равное 128.
Примечание - При разработке комплекта документов (документации) с применением автоматизированного метода проектирования для документов, имеющих tmax. равное 70 или 110, допускается соответствующее оформление ТЛ по форме 1 или 2. Разработку документов следует выполнять в соответствии с требованиями ГОСТ 2.004 .
5.4 Запись данных в ТЛ следует выполнять в соответствии с требованиями ГОСТ 3.1129 и ГОСТ 3.1130 .
Для бумажных документов допускается выполнять запись данных в ТЛ смешанными способами: типографским, машинописным, рукописным и с помощью резиновых штампов.
5.5 На ТЛ следует указывать:
- на поле 1 - наименование вышестоящей организации, в систему которой входит организация, разработавшая данный комплект (комплекты) документов (документации), например:
МИНИСТЕРСТВО ПРИБОРОСТРОЕНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ И СИСТЕМ УПРАВЛЕНИЯ
- ниже наименования вышестоящей организации наименование промышленного объединения, в которое входит организация, разработавшая данный комплект (комплекты) документов (документации), например:
ПРОМЫШЛЕННОЕ ОБЪЕДИНЕНИЕ СОЮЗТОЧМАШПРИБОР
или
ПО МАШТОЧПРИБОР
- наименование организации-разработчика при невозможности внесения этого наименования в графу 1 основной надписи, например:
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ВОЛНА
В этом случае графу 1 основной надписи не заполняют;
- на поле 2 - в левой части поля - должность и подпись лица, согласовавшего комплект (комплекты) документов (документации) от заказчика с указанием, при необходимости, наименования (обозначения) соответствующей организации, в правой части поля - должность и подпись лица, утвердившего комплект (комплекты) документов (документации).
Расположение грифов согласования и утверждения на поле 2 устанавливает разработчик документа.
- на поле 3 - наименование комплекта документов (документации) или наименование вида документа.
Запись данных на поле 3 следует выполнять в следующем порядке:
- на первой строке прописными буквами - наименование комплекта документов (документации) или отдельного вида документа, например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
или
КОМПЛЕКТ ПРОЕКТНОЙ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ,
или
КОМПЛЕКТ ДОКУМЕНТОВ,
или
ВЕДОМОСТЬ МАТЕРИАЛОВ
- на второй и последующих строках строчными буквами - для комплекта технологической документации - указание общего понятия изготовления или ремонта изделия (деталей, сборочных единиц) без указания применяемого метода, например:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
изготовления изделия
- для комплекта документов на технологический процесс (операции) - наименование (или аббревиатуру) вида технологического процесса (операции) по организации производства, например единичный технологический процесс (ЕТП), типовой (групповой) технологический процесс ТТП (ГТП), типовая (групповая) технологическая операция ТО (ГО) и наименование основного технологического метода, применяемого при изготовлении (ремонте) изделий и (или) их составных частей, например:
КОМПЛЕКТ ДОКУМЕНТОВ
на групповой технологический процесс электролитического покрытия
или
КОМПЛЕКТ ДОКУМЕНТОВ
на ГТП электролитического покрытия
- выполнять запись на второй и последующих строках прописными буквами;
- не указывать наименование (или аббревиатуру) вида технологического процесса по его организации для единичных технологических процессов;
- указывать в скобках вариант исполнения изделий и (или) их составных частей, например:
КОМПЛЕКТ ДОКУМЕНТОВ
на технологический процесс сборки
(тропическое исполнение)
- указывать для сброшюрованных в альбом (альбомы) комплектов документов (документации) после наименования технологического процесса с новой строки наименование и обозначение нескольких изделий (деталей, сборочных единиц), вошедших в данный альбом (альбомы);
- указывать на поле 4 - в левой части поля - должности и подписи лиц, подтвердивших согласование комплекта документов (документации), отдельного вида документа с подразделениями предприятия, отвечающими за отдельные технологические методы, применяемые при изготовлении (ремонте) изделий и (или) их составных частей, например главного металлурга, главного сварщика и т. д.; в правой части поля - должности и подписи лиц, ответственных за разработку комплекта (комплектов) документов (документации) или отдельного вида документа. Справа от каждой подписи проставляют инициалы и фамилию лица, подписавшего документ, а ниже подписи - дату подписания.
1 В целях исключения дублирования информации на поле 4 выносят подписи ответственных лиц, не вошедшие в основную надпись основного документа, например, при наличии в маршрутной карте подписи руководителя технологического бюро эту подпись на ТЛ выносить не следует.
Номенклатуру должностных лиц, участвующих в согласовании и разработке документов (документации), устанавливает организация.
Дополнительные визы должностных лиц на бумажном документе, при необходимости, допускается указывать на поле подшивки ТЛ.
2 Запись данных на поле 4 допускается выполнять в одну или две строки;
- указывать на поле 5 номер акта и дату внедрения технологического процесса (операции), свидетельствующего о внедрении комплекта документов (документации) в производство, например:
АКТ № 14-82 от 23.04.09
- делать на поле 6 отметку о соответствии комплекта (комплектов) документов (документации) на технологические процессы отдельным «Положениям» или «Руководствам», действующих в организации (на предприятии).
Примечание - Обязательность и полноту заполнения полей 1, 2, 5 и 6 устанавливает организация (предприятие).
5.6 При необходимости указания данных о номере заказа (договора) соответствующую информацию следует вносить в графу 28 блока Б5 (ГОСТ 3.1103 ) основной надписи в соответствии с требованиями на уровне отрасли или предприятия.
5.7 Для указания общего количества листов в комплекте документов, альбоме (папке) следует руководствоваться требованиями ГОСТ 3.1119. Общее количество альбомов (папок) и порядковый номер альбома (папки) следует указывать соответственно в графах 31 и 32 блока Б5 основной надписи.
5.8 Для ТЛ, издаваемого типографским способом, переменные данные на полях 2 - 4 не указывают.
5.9 Примеры оформления ТЛ приведены в приложении А.




6.1 Для разработки ТИ следует применять формы 5 и 5а.
6.2 ТИ применяют для описания:
- технологических процессов, имеющих непрерывный характер действия, например технологические процессы металлургического производства, химического производства и т.п.;
- технологических процессов, специализированных по отдельным методам, применяемым для изготовления или ремонта изделий и (или) их составных частей, формы документов которых не установлены стандартами ЕСТД;
- работы, имеющей общий и повторяющийся характер, независимо от состава изготовляемых или ремонтируемых изделий и (или) их составных частей, например приготовление электролитических растворов, клеев, смол, компаундов, смесей материалов и т.д.;
- правил эксплуатации средств технологического оснащения;
- физических и химических явлений, возникающих при выполнении отдельных технологических операций;
- настроечных и регулировочных работ и т.п.
6.3 Отражение требований безопасности труда в ТИ - по ГОСТ 3.1120 .
6.4 Правила оформления ТИ определяются ее назначением.
6.4.1 Описание в ТИ следует выполнять в технологической последовательности выполнения действий и в соответствии с требованиями ГОСТ 3.1129 и ГОСТ 3.1130 .
6.4.2 При разработке ТИ следует предусматривать вводную часть, в которой должна быть отражена область распространения и назначения данного документа.
6.4.3 В зависимости от содержания текст ТИ может быть разбит на разделы и подразделы. В этом случае нумерацию пунктов следует выполнять в соответствии с требованиями ГОСТ 2.105 .
6.4.4 В целях удобства внесения изменений и обработки информации, содержащейся в ТИ, допускается вводить графу для указания нумерации строк аналогично формам МК по ГОСТ 3.1118 .
6.5 При оформлении ТИ с ТЛ для описания содержания ТИ следует применять форму 5а с указанием состава исполнителей на поле 4 ТЛ.
6.6 Для сокращения состава документов, применяемых при разработке ТИ, допускается:
- взамен ТЛ применять форму 5 ТИ, при этом информацию, характерную для ТЛ, размещать по всему полю документа или только в верхней части поля документа с введением, при необходимости, данных, содержащихся на полях 4 - 6, оставляя нижнюю часть для записи основного содержания ТИ;
- выполнять графические иллюстрации, таблицы непосредственно на формах ТИ.
6.7 Пример оформления ТИ приведен в приложении Б.


7.1 КЭ применяют для разработки графических иллюстраций, таблиц к текстовым документам и выполняют на форматах по ГОСТ 2.301 .
7.2 Для разработки КЭ следует применять следующие формы:
- 6 и 6а - для формата А4 с вертикальным расположением поля подшивки;
- 7 и 7а - для формата А4 с горизонтальным расположением поля подшивки;
- 8 и 8а - для формата A3.
Указанные формы КЭ приведены на рисунке 1.
Допускается применять для КЭ другие форматы по ГОСТ 2.301. проставляя на ней следующий по порядку номер формы.
При разработке КЭ, выполненных на форматах:
- меньшем А4 - размеры и расположение блоков основной надписи должны быть аналогичны форме КЭ, выполненной на формате А4 с вертикальным расположением поля подшивки;
- большем A3 - размеры и расположение блоков Б1 - Б3 и Б5 основной надписи (ГОСТ 3.1103 ) должны быть аналогичны соответствующим блокам формы КЭ, выполненной на формате A3.
7.3 Оформление КЭ не зависит от применяемых методов проектирования. Требования по оформлению КЭ - по ГОСТ 3.1128 и ГОСТ 3.1130 .
7.4 При разработке КЭ графу 3 (блок Б1) основной надписи не заполняют.
При разработке одной КЭ к нескольким операциям графы 8 - 11 (блок Б1) основной надписи не заполняют, а номера операций в этом случае проставляют:
- при одном общем эскизе к нескольким операциям - под основной надписью;
- при нескольких эскизах - над каждым эскизом.
7.5 Для сокращения процедуры оформления допускается применять взамен первого или заглавного листа КЭ последующие листы, если КЭ и основной технологический документ разрабатывает один исполнитель. В этом случае на КЭ в графе 4 основной надписи следует проставлять обозначение того документа, к которому КЭ относится, с применением сквозной нумерации листов в пределах данного документа. Например, при описании операции обработки резанием на двух листах ОК эскиз выполнен на форме 7а, при этом КЭ присваивают обозначение ОК и проставляют порядковый номер листа документа 3.
7.6 Пример оформления КЭ приведен в приложении В.

Примеры оформления титульного листа