





Категория: Инструкции
Многие виды сварочного оборудования являются дорогостоящими. Наиболее удобным является сварочный полуавтомат (СПА), который отличается многофункциональностью. Принцип работы сварочного полуавтомата зависит от его правильной настройки. Сварочные полуавтоматы универсальны и практичны. Их применение в отечественном народном хозяйстве является широко распространенным.
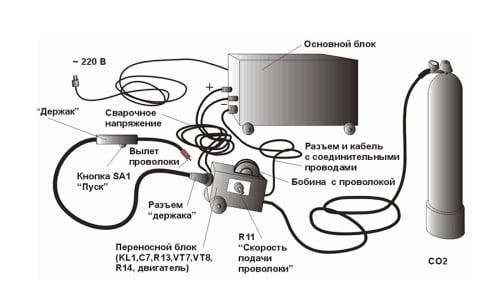
Схема сварочного инверторного полуавтомата.
В быту и промышленности с помощью СПА производят эффективную сварку. Выполнение сварочных работ с применением полуавтоматов основано на качественной сварке цветных и черных металлов без использования дополнительных элементов. В процессе сварки применяют углекислый газ или аргон, которые являются защищенными за счет применения плавящегося вида сплошной проволоки.
Какие требования предъявляются к предварительному этапу сварки?
Основные режимы сварки полуавтоматом.
Использовать мощное сварочное оборудование следует, соблюдая меры безопасности. СПА – это источник опасности, поскольку он способен поразить электрическим током. В результате неправильного применения оборудования возможно возгорание.
Неверная настройка полуавтомата способна привести к порче некоторых деталей его конструкции. Все указанные предварительные этапы должны предшествовать проведению механизированной сварки с использованием данного прибора. Холостой режим работы СПА не должен быть связан с выдачей напряжения к наконечнику рукава.
Перед началом работы заземленная клемма подключается к СПА. Затем следует произвести настройку параметров мощности, а также скорости подачи сварочной проволоки. Параметры настройки предусматриваются в соответствии с толщиной и видом металла. Существуют таблицы с указанием всех параметров сварки с помощью СПА. Их можно найти в специализированной литературе, описывающей процесс сварки.
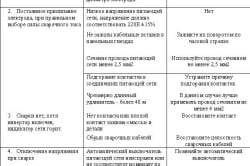
Перечень возможных неисправностей сварочного инвертора.
Настройка СПА связана с обязательным контролем напряжения на сварочной проволоке, то есть электроде. Процесс управления полуавтоматом предполагает соответствующую логику, основанную на следующей схеме снятия и подачи напряжения СПА:
Изучив все требования безопасности и специальные инструкции в книгах, переходят к работе с полуавтоматом. Вначале его следует подключить к электрической сети и нажать на кнопку включения. Триггер аппарата следует нажимать тогда, когда лицо защищено специальной маской.
Предварительно требуется отрезать лишнюю проволоку, оставив около 3-х мм, считая с конца горелки. После появления дуги следует медленно перенести горелку к будущему соединению. При образовании комков на конечной части проволоки требуется увеличивать скорость подачи проволоки в аппарат.
Как настроить полуавтомат для качественного поступления газа?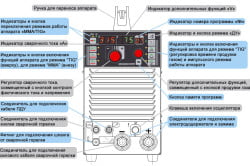
Схема устройства передней панели инвертора
Производить настройку дозировки количества инертного или углекислого газа при поступлении из газового баллона или редуктора можно автоматическим или ручным способом. При правильной настройке сварочного полуавтомата электрическая дуга будет гореть идеально ровно. Это позволяет проводить процесс сварки практически без брызг.
Необходимо следить за тем, чтобы металл соединения не закипел. Это достигается правильным проведением настройки сварочного полуавтомата на слух. Газ во время сварки негромко шипит, издавая однородный шум.
Опытный сварщик следит за тем, чтобы газ обдувал, а не дул. Дуга в этом случае не должна обрываться, поэтому требуется выставить проволоку вперед. При возникновении шипящих прерывистых звуков и ускоренном плавлении проволоки, что происходит быстрее перемещения горелки, необходимо уменьшить скорость подачи.
Иногда требуется регулировать все настройки для качественной сварки несколько дней, пока не будет получена ровная стабильная дуга.
Она имеет устойчивый звук и характерное потрескивание. Важную роль в процессе регулирования аппарата для сварки играет тип и количество подаваемого газа. Например, получение пористого и непрочного сварочного шва будет последствием недостаточного потока газа.
Какие устройства полуавтомата позволяют делать настройку?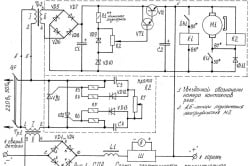
Изображение 1. Принципиальная электрическая схема СПА.
Работа любого СПА связана с наличием в его конструкции сварочного трансформатора. Подверженность переключателей сварочного тока износу требует постоянного участия мастера, регулирующего процесс сварки. С этой целью можно воспользоваться и бесконтактным реле, которое является платой коммутации устройства трансформатора. Это связано с наличием значительного ресурса в плане переключения.
Процесс регулировки основан на использовании электрического сигнала, передающегося по схеме (ИЗОБРАЖЕНИЕ 1). Система управления полуавтоматом имеет логику действия, позволяющую осуществить блокировку переключения каждой из ступеней трансформаторного устройства при сварочной нагрузке. Вместе с тем это может являться распространенной причиной, связанной с поломкой переключателей.
Простейшее устройство, которое позволяет настраивать схему СПА, это дроссель. Он имеет несколько ступеней, переключать которые можно при уменьшении либо увеличении уровня индуктивности. Иным возможным устройством для регулировки прибора является активный дроссель.
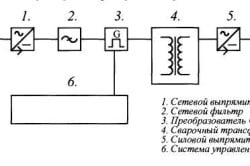
Схема питания сварочного полуавтомата.
При использовании данного устройства не понадобится применять механическое переключение, что обеспечит плавную настройку параметров индуктивности. Данный механизм регулировки позволяет правильно настроить процесс, связанный с переносом материалов.
Дуговая сварка вручную, которая позволяет производить соединения за счет сварочного инвертора, характерна и для полуавтомата. Поэтому для него предусмотрен важный параметр ПВ. Он представляет собой обозначение в процентах, показывающих допустимое время эксплуатации полуавтомата. Этот показатель позволит на долгое время сохранить уровень износостойкости оборудования, обеспечивая его работу на качественном уровне.
Величина тока перед применением полуавтомата должна быть настроена таким образом, чтобы металл не оказался прожженным. Вместе с тем определение точного значения силы тока является затруднительным. Этот момент требует перед началом проведения сварки осуществить тренировку с использованием пластины из металла, в которую вставлена проволока. Изменить показатель сварочного тока можно за счет реостата. Это наиболее эффективное средство, позволяющее регулировать сварочную дугу при различной толщине металла.
Рекомендации по правильной настройке сварочного полуавтомата
Процесс сварки полуавтоматом.
Выставлять в настройках показатель сварочного тока следует в зависимости от толщины свариваемого металла и диаметра используемой в качестве электрода проволоки. Данная зависимость является относительно стандартной, поэтому величина показателя колеблется не сильно.
Обычно корпус прибора или инструкция к нему должны содержать информацию о возможных значениях показателя сварочного тока. В определенных случаях таблица с показателями может отсутствовать по какой-либо причине. Тогда специалисты рекомендуют воспользоваться следующими показателями силы тока для сварки металла с учетом его толщины, указанной в скобках:
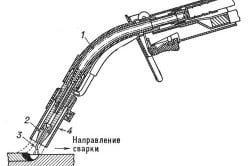
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук, 2 — сменный наконечник, 3 — электродная проволока, 4 — сопло.
Данный перечень связан с достаточно большим диапазоном показателей, которые объединяются общей тенденцией. Ее принцип сводится к тому, что для сварки материала наибольшей толщины требуется сила сварочного тока больше. Данный показатель определяется диаметром используемой проволоки.
Если использовать тонкую проволоку в процессе сварки, то она позволяет настроить полуавтомат на работу с использованием меньшей силы тока. В случае с использованием более толстой сварочной проволоки потребуется большая сила тока. В силу инерционности механики движение сварочной проволоки происходит замедленно, постепенно ускоряясь.
Регулировать ток двигателя можно специальным выключателем. Сварочного тока должно быть достаточно, чтобы торможение проволоки было полным. Регулировка тока осуществляется в сварочном полуавтомате за счет подстроечного реостата. Последующее торможение проволоки происходит через определенное время.
Какой результат можно получить от настройки СПА?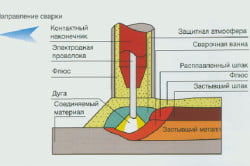
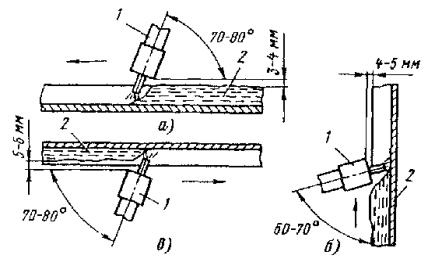
Схема сварки под флюсом.
В результате проведенных настроек сварочная проволока не должна растекаться и плавиться. Это происходит при выборе очень малой величины тока. Потребуется сделать напряжение больше, чтобы проверить результат. Если проволока растеклась хорошо, то с обратной стороны металла должна возникнуть “капля”. Это будет означать, что все в норме.
Если после использования сварочной проволоки произошло образование незначительного углубления, то “капля” повиснет с другой стороны. Это связано с выбором величины сварочного тока выше нормы. Следует взять другую заготовку металла, чтобы провести опыт с более низким уровнем напряжения.
Если вместо проволоки появилась дыра, то это связано с выбором слишком большого значения тока. Следует воспользоваться другой заготовкой, чтобы осуществить полуавтоматическую сварку при напряжении, уровень которого ниже. Для тренировочной сварки нельзя применять заготовки с покрытием из цинка, поскольку он испаряется с выделением вредных веществ. Они могут нанести вред организму человека.
После проведения предварительной тренировки, следует окончательно убедиться в том, что настройки тока являются правильными. При этом металлическая заготовка должна быть зажата с достаточной силой. Только после этого можно переходить к основной сварке, не забывая о технике безопасности. Следует заранее перед сваркой быть одетым в костюм сварщика, а лицо защитить специальной маской.




















Многие из начинающих мастеров хотят узнать, как настроить сварочный полуавтомат правильно. Для начала нужно понять принцип работы и особенности конструкции оборудования. Дело в том, что сварочный полуавтомат является не только сложным, но и дорогостоящим прибором. СПА представляет собой многофункциональное оборудование. Нормальная работа такого устройства зависит во многом от правильности настройки его перед работой. Аппараты для проведения сварочных работ полуавтоматическим способом являются универсальными и практичными. В настоящий момент они считаются одними из наиболее распространенных в народном хозяйстве.

Устройство сварочного полуавтомата.
Применение этого оборудования в быту позволяет производить качественные сварные швы. При помощи полуавтомата можно осуществлять сваривание заготовок, сделанных из цветных металлов без использования дополнительных элементов. В процессе проведения сварочных работ в качестве защитной среды применяется углекислый газ или аргон.
Требования, предъявляемые к процессу сваркиИспользование мощного сварочного оборудования требует строгого соблюдения правил безопасности, так как сварочные полуавтоматы используют ток высокого напряжения и силы. Такой ток способен нанести вред здоровью человека. При нарушении правил эксплуатации такого оборудования возможно возникновение возгорания.
При неправильной настройке полуавтомата может быть спровоцирован выход его или его компонентов из строя.
Электросхема сварочного полуавтомата.
Прежде чем приступать к проведению работ, следует выполнить соответствующую настройку СПА. Холостая работа полуавтомата не должна быть связана с выдачей рабочего тока к наконечнику рабочего рукава.
Перед проведением сварки требуется подключить заземление к специальной клемме на корпусе агрегата. Настраивать устройство следует в соответствии с толщиной свариваемого металла и его видом. Каждый прибор при изготовлении комплектуется инструкцией, в которой имеются разработанные производителем таблицы настройки. Они содержат значения рабочих параметров, которые требуется установить при подготовке устройства к сварным операциям.
Процесс настройки оборудования связан с осуществлением контроля напряжения и силы тока на сварной проволоке, которая выполняет роль электрода.
Технология управления функционированием прибора предполагает выполнение следующего алгоритма действий:
В процессе подготовки обрезают лишнюю проволоку, оставив 3 мм от конца горелки.
Настройка полуавтоматической сварки для проведения сварочных работ
Схема полуавтоматической сварки.
Осуществлять настраивание дозировки подачи количества инертного газа из газового баллона можно двумя способами:
Правильно проведенная предварительная настройка полуавтомата позволяет образованной электрической дуге гореть ровно, обеспечивая проведение сварочного процесса без образования брызг. При проведении сварки необходимо следить за тем, чтобы не происходило закипания металла в месте сваривания. Для этого нужно правильно настроить прибор перед использованием. Подачу газа в область проведения сварки можно отрегулировать на слух, так как защитный газ при осуществлении операции сваривания при прохождении через сопло издает негромкий шум.
При регулировании подачи газа в зону проведения производственной операции нужно следить за тем, чтобы защитный газ не дул в зону плавления металла, а обдувал ее. В случае появления шипящих звуков и при быстром плавлении проволоки требуется уменьшить поток газа.
В процессе работы, если все параметры отрегулированы правильно, образуется устойчивая электродуга, которая горит с характерным потрескиванием. На качество сварного шва огромное влияние оказывает не только скорость подачи защитного газа, но и его тип.
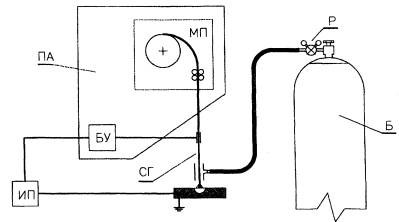
Устройства полуавтомата, позволяющие проводить изменения параметров его работыФункциональная схема источника питания сварочного полуавтомата.
Работа любого сварочного устройства связана с функционированием в нем сварочного трансформатора. В полуавтоматических устройствах используются механические или бесконтактные способы регулировки параметров рабочего тока. При использовании бесконтактного способа регулирования в конструкции прибора предусмотрена установка коммутационной электронной платы. Этот способ регулировки является более предпочтительным, так как он имеет значительный ресурс в плане переключений.
Простейшее устройство, позволяющее проводить настройку агрегата для работы, – это дроссель. Оно имеет несколько ступеней настройки при переключении рычага. Каждая из них соответствует увеличению или уменьшению уровня индуктивности. Еще одним из устройств, используемых в конструкции прибора для проведения настройки, является активный дроссель.
При применении в конструкции сварочника этого устройства при настройке не потребуется осуществлять механическое переключение, что обеспечивает наличие плавной настройки агрегата. Использование в устройстве прибора активного дросселя дает возможность осуществлять более точную настройку сварочного аппарата.
Величина рабочего тока при использовании полуавтомата должна быть настроена таким образом, чтобы в процессе проведения сварных работ не происходило прожигания металла. Чтобы правильно определить нужные параметры рабочего тока, требуется при проведении ответственных работ выполнить экспериментальную сварку на металлической пластине, изготовленной из того же металла, что и заготовка, которая подвергается свариванию. Изменение показателей сварочного тока происходит за счет применения в конструкции прибора реостата, который является наиболее эффективным устройством, позволяющим изменять параметры тока.
Рекомендации при проведении настройки полуавтомата
Панель сварочного полуавтомата.
Выбор параметров сварочного тока следует осуществлять в зависимости от толщины металла, подвергаемого свариванию, и толщины проволоки, применяемой в процессе работы.
Чаще всего при изготовлении прибора к нему крепится специальная пластина с указанием на ней рекомендуемых параметров для работы с различными диаметрами проволоки и толщины металла.
При отсутствии такой пластины с рекомендуемыми техническими параметрами сварочного тока нужно придерживаться советов, которые дают специалисты в области эксплуатации полуавтоматических сварочных устройств.
Специалисты рекомендуют при использовании в работе металла толщиной 1-1,5 мм настраивать силу рабочего тока в диапазоне от 20 до 50 А и с повышением показателя толщины металла силу тока следует увеличивать. При толщине металла, подвергаемого свариванию в 11-15 мм, сила тока сварки должна варьироваться в диапазоне от 170 до 280 А.
На силу рабочего тока большое влияние оказывает толщина проволоки: чем меньше диаметр расходного материала, тем с меньшим током можно работать при проведении сваривания.
Регулировка силы тока осуществляется при помощи специального переключателя, который располагается на корпусе устройства. Дополнительно в полуавтомате используется подстроечный реостат.
При неправильном подборе силы тока в процессе работы может происходить прожигание металла, что приводит к появлению дырки в заготовке.
При подборе требуемой силы тока и проведении пробной сварки не рекомендуется использовать металл с наличием на нем защитного слоя из цинка, так как при его сваривании выделяется большое количество вредных соединений.
При проведении регулировки скорости движения проволоки следует помнить, что перемещение расходного материала обладает определенной степенью инертности, что приводит при неизменности показателя скорости вращения катушки к плавному увеличению ее движения сразу после запуска прибора.
После правильно проведенной регулировки в процессе работы сварочная проволока после своего плавления не должна растекаться. При недостаточной силе тока плавления проволоки не происходит.
Сварка полуавтоматом для начинающих — это отличная возможность для домашних мастеров освоить азы рабочего процесса и научиться выполнять все возможные операции.
Вообще, полуавтомат можно отнести к наиболее удобному и доступному оборудованию, которое может быть успешно использовано в быту.
Одним из главных его достоинством является то, что он дает возможность работать как с цветными, так и с черными типами металлов.
Основной особенностью работы полуавтомата считается его способность производить быстрое соединение металлов без необходимости дополнительного усиления, при этом к процессу могут привлекаться некоторые другие элементы.

Принцип работы полуавтомата заключается в том, что используемая в качестве электрода проволока подается непосредственно в рабочую зону исключительно механическим методом.
В качестве материала для такой проволоки выступает сплав, который имеет специфический состав.
Все используемое для сварки полуавтоматическим аппаратом оборудование при желании и правильном подходе к делу с легкостью и за короткое время сможет без проблем освоить каждый домашний мастер.
Используемое оборудованиеДля полуавтоматов существует своя определенная классификация применяемого оборудования, которая условно подразделяет все устройства на три основных типа.
Так, разные агрегаты могут работать на разных типах проволоки, кроме этого, существуют и разные способы, обеспечивающие защиты сварному шву.
Следует отметить и то, что горелки полуавтоматов имеют и разный характер перемещения.
Если рассматривать полуавтоматы со стороны используемой проволоки, то она может быть изготовлена из стали и поставляться в цельном виде, намотанной на бухту.
Также в некоторых случаях полуавтоматы используют алюминиевую проволоку, а также проволоку, которая имеет универсальный состав.
Следует отметить и то, что есть несколько раздельных принципов, обеспечивающих защиту шва в момент выполнения сварки.
Здесь защита может быть обеспечена за счет определенной реакции флюса, при помощи образующейся среды газа, а также путем использования порошковой проволоки.
Сами полуавтоматы для сварки могут быть в стационарном исполнении и использоваться для выполнения серийной работы, а также передвижного типа.
Для домашнего использования, как правило, используют компактные переносные полуавтоматы.
Используя для сварки различных видов металлов полуавтоматическое оборудование, домашний мастер получает ряд очень важных преимуществ.
В первую очередь, появляется возможность в домашних условиях работать с металлами, которые имеют небольшую толщину, что практически невозможно при использовании других типов сварки.
Следует отметить и то, что при работе с полуавтоматом свариваемая поверхность может содержать как ржавчину, так и всевозможные окислы, нет необходимости проводить предварительную обработку от жировых скоплений.
За счет большого выбора используемых в полуавтоматах расходников, уменьшаются финансовые затраты.
Полуавтомат можно использовать и при необходимости выполнить соединение оцинкованных материалов без повреждения поверхности.
Для этих целей применяется медная проволока. Ознакомиться с процессом выполнения сварного соединения полуавтоматом можно на видео, которое размещено выше.
Особенности работыОбязательным условием работы на полуавтомате является наличие специального инертного газа, который выполняет своеобразную функцию защиты.
Без газа при выполнении работ раскаленный металл будет достаточно сильно разбрызгиваться, что не только снизит качество соединения, но и может нанести травму мастеру.
Следует отметить тот факт, что образующаяся дуга при работе с полуавтоматом имеет более высокие показатели яркости, чем у других типов сварок.
Полуавтомат имеет свои особенности работы и это делает данный аппарат незаменимым при выполнении определенных технологических работ.
Наиболее часто данный вид сварки используется в различных автомастерских, где она успешно используется при выполнении кузовных работ.
Одним из главных достоинств полуавтоматической сварки является то, что у домашнего мастера появляется возможность производить качественное соединение, как обыкновенной стали, так и всевозможных нержавеющих сплавов и даже алюминия.
Конечно, использование газа несколько усложняет процесс, однако простота использования и качество выполнения соответствующих работ с лихвой перекрывают этот недостаток.
Необходимая инертная среда при работе с полуавтоматом создается за счет использования определенного газа. В качестве рабочего газа может выступать углекислый, гелий, а также аргон.
При необходимости можно использовать смеси, и в этом случае для каждого газа определяются свои пропорции.
Так, например, для инверторного способа сварки рекомендуется использовать либо аргон, либо углекислый газ.
Основным питающим источником в полуавтомате выступает постоянный ток обратного типа и в этом случае отрицательный заряд следует подавать исключительно на изделие.
Любой полуавтоматический аппарат состоит из некоторых обязательных элементов.
Так, его работу обеспечивают преобразующий электрическое напряжение блок, горелка для выполнения сварки, механизм механического типа, использующийся для подачи проволоки.
Кроме этого, в состав полуавтомата входит специальная система, отвечающая за обязательную подачу инертного газа. Как правильно работать с полуавтоматом, подробно показано на видео уроках в нашей статье.
Основные режимыЛюбой начинающий домашний мастер перед началом самостоятельной работы на полуавтомате должен для себя уяснить все возможные режимы сварки, которые ему будут доступны.
Следует помнить, что режим, главным образом, подбирается исходя из толщины рабочего металла.
Так, для выполнения тонких сварных соединений рекомендуется использовать проволоку, которая выступает в качестве электрода, с толщиной в пределах шести миллиметров.
В свою очередь, при необходимости выполнить сварное соединение материала, толщина которого превышает пять миллиметров, проводить работу придется в два отдельных этапа.
В этом случае каждый следующий накладываемый шов должен идти строго по поверхности предыдущего.
Расход газа при выполнении сварки тонкого металла составляет в среднем до семи литров в минуту.
Такой объем газа позволяет выполнить необходимую работу без деформации рабочего материала, за счет того, что зона теплового воздействия значительно сужается.
Любой начинающий мастер должен иметь представление о каждом доступном ему режиме при работе на полуавтомате.
Сварка при помощи полуавтомата дает возможность проводить необходимые работы, как с тонким материалом, так и с тем, который имеет большую толщину.
Исходя из этого предусмотрено несколько различных вариантов выполнения данного вида работы.
Так, сварка полуавтоматом может быть стыковой, и в этом случае практически полностью исключаются зазоры между соединяемыми деталями.
Такой тип сварки особенно популярен у автолюбителей. Также полуавтомат позволяет выполнить качественное соединение внахлест.
Данный способ считается наиболее простым, и освоить его не составит труда. Более сложный и при этом более прочный тип сварки полуавтоматом носит название — по готовым отверстиям.
Следует отметить, что скорость работы, а также высоту шва мастер выбирает самостоятельно.
Кроме этого, домашний мастер обязательно должен научиться правильно выбирать режимы работы и настраивать все используемое оборудование.
При выполнении сварки следует контролировать поступление газа. Он должен негромко шипеть и обдувать рабочую поверхность, а не дуть на нее.
На видео выше подробно показано, как правильно работать полуавтоматом.
Советы и рекомендацииПри выполнении данного вида сварки главным условием является правильная настройка аппарата.
Если все выполнено правильно, то рабочий процесс будет происходить без каких-либо разрывов, а дуга всегда будет ровно гореть.
Проволоку, которая выступает в качестве электрода, следует выставлять направлением вперед. В этом случае дуга не оборвется, даже если движение будет не плавным.
Следует отметить, что при данном типе сварки поджиг дуги происходит практически мгновенно.
Выполняя необходимую работу на полуавтомате, отпадает необходимость постоянно менять электроды, а готовый шов не нужно будет обрабатывать и затирать от скопившегося шлака.
Начинающие мастера ознакомиться с процессом сварки на полуавтомате могут с помощью видео, которое размещено ниже.
Тот домашний мастер, который освоит данный вид сварки, сможет самостоятельно выполнять самые разные виды работ.
Конечно, данная работа имеет свои тонкости и нюансы, однако разобраться в них при желании не составит большого труда.
Подробно о выполнении сварки полуавтоматом, рассказывает видео в нашей статье.