






Категория: Инструкции
Раздел должен содержать утвержденные методы и способы подготовки к работе помещений, оборудования и персонала, порядок получения разрешения на использование, а также наименования веществ и рецептуры для санитарной обработки.
С.23 В разделе "Перечень производственных инструкций" указываются обозначения (коды) и наименования инструкций, содержащих:
- данные о месте нахождения производства и основного оборудования;
- требования к подготовке основного оборудования (очистке, сборке, калибровке, поверке, стерилизации и другим операциям);
- подробное изложение стадий технологического процесса, в том числе требования к контролю материалов, предварительной обработке, последовательности внесения материалов, времени перемешивания, температуре и др.;
- описание всех видов внутрипроизводственного контроля с указанием допустимых пределов контроля и ответственных лиц;
- условия хранения нерасфасованной продукции, требования к упаковке, маркированию, специальные условия хранения (при необходимости);
- специальные меры предосторожности.
С.24 Не рекомендуется внесение изменений в обязательные разделы регламента без оформления и регистрации ведомости изменений или нового регламента, если таких существенных изменений более трех.
^ Технологические инструкции и инструкции по фасовке и упаковке
D.1 Для каждого размера серии производимого лекарственного средства необходимо иметь утвержденный технологический регламент с технологическими инструкциями, в том числе по фасовке и упаковке.
Технологические инструкции, разработанные в соответствии с ГОСТ Р 52249, должны полностью соответствовать технологическому регламенту и содержать следующее:
- данные о месте ведения процесса и используемом оборудовании;
- порядок проведения подготовки необходимого оборудования или ссылки на инструкции (методики) (например, очистки, монтажа, калибровки, стерилизации);
- подробно изложенные правила, порядок и режимы выполнения каждого действия (например, проверки сырья, предварительной обработки, порядка загрузки сырья, времени смешивания, температурные режимы);
- описание действий по любому внутрипроизводственному контролю с указанием предельных значений контролируемых параметров;
- при необходимости требования к хранению нерасфасованной продукции, в том числе требования к производственной таре, маркированию и специальным условиям хранения, где это требуется;
- особые меры предосторожности;
- порядок заполнения первичной технологической документации в ходе выполнения работ.
D.2 Инструкции по фасовке и упаковке должны соответствовать технологическому регламенту, содержать следующие сведения или ссылки на инструкции, содержащие следующие сведения:
- наименование лекарственного средства;
- описание его лекарственной формы и содержание действующего вещества;
- количество лекарственного средства в упаковке, выраженное в штуках, единицах массы или объема, либо других единицах измерения с указанием, при необходимости, допустимых отклонений;
- полный перечень всех упаковочных материалов, требуемых для серии определенного размера, в том числе количество, размеры и типы материалов с указанием кода на каждый упаковочный материал согласно спецификациям;
- при необходимости образец или копию соответствующих маркированных упаковочных материалов с наличием свободного места для отметки номера серии и срока годности продукции;
- особые меры предосторожности, в том числе указание о тщательной проверке зоны оборудования с целью подтверждения очистки зоны перед началом работы;
- описание процесса фасовки и упаковки, в том числе основных и вспомогательных операций и используемого оборудования;
- подробное описание технологического контроля со ссылками на методику отбора проб (образцов) и допустимыми предельными значениями контролируемых параметров.
D.3 Последовательность разделов технологических инструкций должна соответствовать порядку выполнения основных производственных операций.
Первый раздел должен включать информацию о подготовке производства, а именно: очистке, подготовке оборудования, исходных материалах и т.д. Вместо полного описания всех процедур и контроля, выполняемого в процессе подготовки производства, рекомендуется приводить ссылки на соответствующие инструкции (методики).
D.4 В технологической инструкции следует приводить данные о помещениях (внутренний код) и используемом оборудовании; причем каждая единица оборудования должна иметь наименование, тип и индивидуальный номер, чтобы обеспечить прослеживаемость производства каждой серии продукции. В инструкциях приводится указание о необходимости идентификации оборудования в процессе его использования этикетками с номером серии и видом продукции.
D.5 В инструкции рекомендуется указывать все вещества, используемые в технологическом процессе, код для каждого из них (при наличии), а также требуемое количество для производства серии и ссылки на инструкции по взвешиванию или отмериванию. Кроме того, следует указывать номера серий, ссылки на спецификации и методики испытаний, даты выдачи разрешения на использование и(или) номер документа, подтверждающего качество.
Примечание - Эти данные приводятся на основании соответствующих документов по контролю качества.
Необходимо привести также сведения об ожидаемом выходе готовой продукции с указанием допустимых пределов.
Для каждого ингредиента могут быть указаны допускаемые верхние и нижние предельные значения действительного количества вещества по отношению к номинальному количеству в технологическом регламенте производства на серию в зависимости от количественного содержания.
Пределы приемлемости от 95% до 105% номинального количества для действующих веществ и пределы от 90% до 110% номинального количества для вспомогательных веществ не требуют дополнительного обоснования.
D.6 Могут допускаться более широкие пределы приемлемости, которые должны быть обоснованы доказательством, что серии с составом, близким к значениям предлагаемых нижних и верхних пределов приемлемости, продолжают соответствовать спецификациям на готовую продукцию.
Если количество используемого действующего вещества рассчитывается из действительного количественного содержания вещества в данной серии ("факторизация"), то это должно быть указано. Если для того, чтобы общая масса серии готовой продукции была равна массе, предусмотренной в производственной рецептуре на серию, используются другие вещества, то это также должно быть указано.
В инструкциях по фасовке и упаковке необходимо указать количество полученной нерасфасованной продукции и материалы, необходимые для ее упаковки с указанием номера серии и(или) документа, подтверждающего их качество.
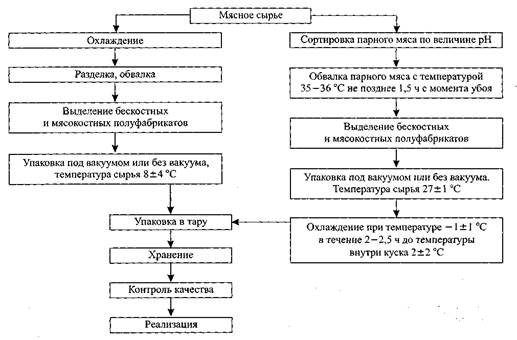
D.7 Следует приводить схему технологического процесса с указанием последовательности основных операций, точек введения исходных материалов в процесс и по ходу процесса, в которых проводится отбор проб (образцов) и технологический контроль. На такой схеме рекомендуется выделять критические процессы.
Операции, не специфичные для производства конкретной продукции, например, связанные с подготовкой оборудования, в технологической инструкции не приводятся.
Следует также привести поэтапные указания по выполнению каждой стадии и операции технологического процесса. Указания для каждой стадии следует нумеровать и начинать с новой страницы для того, чтобы иметь возможность выдавать исполнителям именно те части документов, которые необходимы для выполнения запланированных операций.
D.8 В технологических инструкциях и инструкциях по фасовке и упаковке необходимо описать каждое действие на данной стадии, последовательность действий и технологические параметры процесса (например, проверку исходных материалов, порядок загрузки исходных материалов, время смешивания, температурные режимы и другое). Следует также привести все точки контроля в процессе производства со ссылками на методику, в соответствии с которыми проводится данный контроль.
Раздел "Контроль процесса упаковки" должен включать в себя проверку:
- общего вида упаковки;
- соответствия упаковочного материала упаковываемой продукции;
- правильности работы устройств контроля на линии упаковки и т.д.
Необходимо указать, что изъятые на какой-либо стадии образцы продукции не должны использоваться в текущем технологическом процессе.
D.9 При необходимости следует указывать дату (время) начала и окончания отдельных стадий производства либо их продолжительность, если они строго регламентированы для данной продукции. Должен быть приведен порядок получения, передачи и сдачи продукции с указанием сопроводительной документации.
Необходимо также регламентировать действия персонала при возникновении отклонений от заданных параметров или нарушении стандартного хода выполнения технологических операций.
Описание каждой стадии технологического процесса должно заканчиваться сведениями об ожидаемом выходе продукции с указанием допустимых пределов. При необходимости следует привести требования составления баланса на данной стадии.
В инструкциях по фасовке и упаковке должно быть указано, что оставшиеся маркированные упаковочные материалы подлежат уничтожению со ссылкой на инструкцию по уничтожению, а возврат на склад упаковочных материалов, на которых не был проставлен номер серии, проводится согласно соответствующей инструкции с оформлением протокола возврата.
Инструкции по упаковке должны завершаться указанием о подведении баланса между количеством нерасфасованной продукции, упаковочных материалов и полученной готовой продукции. Выполнение каждой операции должно подтверждаться подписью исполнителя и контролирующего лица.
В заключении технологической инструкции и инструкции по фасовке и упаковке следует привести ссылки на инструкцию по удалению отходов и очистке помещений и оборудования, а также образцы этикеток, которыми маркируют произведенную продукцию на период ожидания результатов контроля готовой продукции. Следует указать статус продукции "Находится на карантинном хранении", а также условия ее хранения, в том числе тару, способы маркирования и другие специальные условия.
D.10 В качестве приложений инструкции должны содержать формы или иметь ссылки на прилагаемые протоколы, в которых фиксируются данные или информация в целях документального подтверждения выполнения технологических операций в соответствии с инструкцией. По критическим технологическим операциям в формах наряду с описанием подобных операций следует предусматривать место для подписи руководителя производства и контролирующего лица.
^ Рекомендуемый перечень инструкций, методик и стандартов предприятия
1 Инструкция (стандарт предприятия) по разработке, утверждению, распространению, использованию документов, внесению в них изменений и пр.
2 Инструкция по взвешиванию и выдаче сырья.
3 Инструкция по эксплуатации оборудования.
4 Инструкция по внутризаводской маркировке.
5 Инструкция по предотвращению перекрестного загрязнения.
6 Инструкция по производству различной продукции в одной зоне.
7 Инструкция по возвращению на склад остатков сырья и материалов.
8 Инструкция по переработке забракованной продукции.
9 Инструкция по формированию досье на серию готовой продукции.
10 Инструкция по учету отклонений и выполнению корректирующих действий в процессе производства.
11 Инструкция по отзыву продукции с рынка и работе с рекламациями.
12 Инструкция по уничтожению забракованной, возвращенной и отозванной продукции.
13 Инструкция по учету движения промаркированных упаковочных материалов.
14 Инструкция по уничтожению упаковочных и маркированных материалов.
15 Инструкция по оценке здоровья персонала.
16 Инструкция по личной гигиене персонала.
17 Инструкция по переодеванию и ношению одежды.
18 Инструкция по обработке одежды.
19 Инструкция по входу в чистые помещения.
20 Инструкция по очистке, уборке, дезинфекции помещений.
21 Инструкция по удалению остатков дезинфицирующих средств с обработанных поверхностей.
22 Инструкция по очистке и санитарной обработке трубопроводов.
23 Инструкция по борьбе с паразитами, насекомыми и животными.
24 Инструкция по обучению персонала.
25 Методики по аттестации процессов и оборудования.
26 Инструкция по техническому обслуживанию оборудования.
27 Инструкция по очистке оборудования.
28 Инструкция по стерилизации оборудования.
29 Инструкция по очистке упаковочных линий.
30 Инструкция по монтажу.
31 Инструкция по аудиту поставщиков.
32 Инструкция по приемке исходных материалов.
33 Инструкция по приемке упаковочных материалов.
34 Инструкция по карантинному хранению.
35 Инструкция по хранению исходных и упаковочных материалов.
36 Инструкция по идентификации исходных и упаковочных материалов.
37 Инструкция по обращению с животными.
38 Инструкция по контролю окружающей среды.
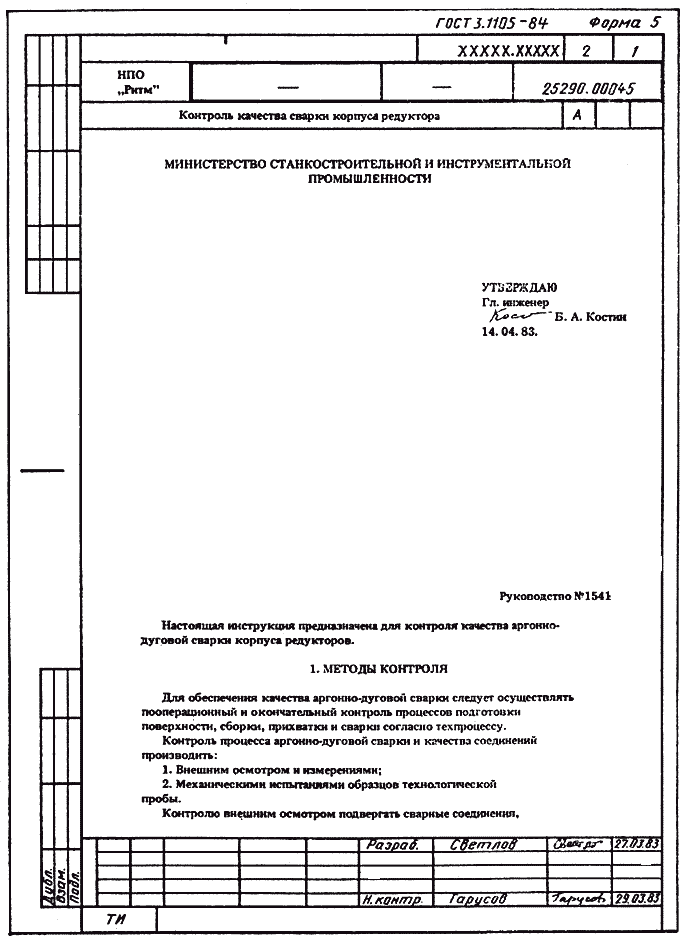
^ Пример формы инструкции (методики)













Содержание технологической инструкции.
1. Область распространения инструкции.
2. Материалы.
Перечень свариваемых материалов (вид, сортамент, типоразмер и т.п.).
Транспортировка и хранение основных материалов.
Перечень сварочных материалов.
Транспортировка, хранение и подготовка сварочных материалов.
3. Сварочное оборудование.
Технологические характеристики, тип, марки применяемого сварочного оборудования.
Размещение, устройство, компоновка, подключение узлов сварочного оборудования в соответствии с требованиями ПУЭ, ПТЭЭП, паспорта, руководства по эксплуатации.
Периодическое обслуживание сварочного оборудования в соответствии с требованиями ПУЭ, ПТЭЭП, паспорта, руководства по эксплуатации.
Требования к сварочному оборудованию в соответствии с РД 03-614-03.
4. Персонал сварочного производства.
Специалисты, осуществляющие техническую подготовку сварочных работ, разработку и актуализацию производственно-технологической документации.
Требования к специалистам сварочного производства в соответствии с РД 03-444-02.
Требования к специалистам сварочного производства в соответствии с ПБ 03-273-99.
Руководители, осуществляющие технический контроль за проведением сварочных работ.
Требования к руководителям сварочных работ в соответствии с РД 03-444-02.
Требования к руководителям сварочных работ в соответствии с ПБ 03-273-99.
Сварщики. Условия допуска к сварке.
Допускные испытания сварщиков.
Условия проведения, периодичность допускных испытаний.
Перечень (типоразмеры деталей, материалы, тип соединения, пространственное положение) и количество контрольных сварных соединений для допускных испытаний.
Методы контроля качества контрольных сварных соединений.
Оформление результатов допускных испытаний.
Требования к сварщикам в соответствии с требованиями ПБ 03-273-99.
5. Сварка.
Условия проведения сварочных работ.
Подготовка свариваемых деталей под сварку (методы резки, обработки, контроль геометрических параметров).
Подогрев (условия применения, параметры).
Сборка свариваемых деталей под сварку (инструменты, приспособления, прихватка, сварочные материалы для прихватки, размеры прихватки).
Техника сварки корневого слоя (параметры режима, способы защиты корня шва, материалы, приемы, зачистка, «замки», смещения «замков» и т.д.).
Техника сварки последующих слоев. Промежуточные операции.
Техника подготовки и сварки подварочного шва.
Техника сварки облицовочного слоя.
Способы снижения напряжений.
Приемы сварки конкретных узлов.
Термообработка (условия применения, параметры, материалы, инструмент, приспособления, оборудование).
Маркировка сварного соединения.
6.1. Входной контроль материалов и проверка технологических свойств сварочных материалов.
Требования к лаборатории, проводящей входной контроль.
Требования к персоналу, проводящему входной контроль.
Сопроводительная документация на основные материалы.
Перечень контролируемых параметров основных материалов при входном контроле.
Средства контроля (инструмент, оборудование) и условия проведения контроля основных материалов.
Нормы оценки качества основных материалов при входном контроле.
Оформление результатов контроля основных материалов и маркировка материалов.
Сопроводительная документация на сварочные материалы.
Перечень контролируемых параметров сварочных материалов и методика контроля.
Средства контроля и условия проведения контроля сварочных материалов.
Нормы оценки качества сварочных материалов.
Оформление результатов входного контроля сварочных материалов.
Требования к персоналу, осуществляющему проверку технологических свойств сварочных материалов.
Методика проверки технологических свойств сварочных материалов.
Нормы оценки технологических свойств сварочных материалов.
Оформление результатов проверки технологических свойств сварочных материалов и маркировка.
6.2. Операционный контроль.
Требования к лаборатории, проводящей операционный контроль.
Требования к персоналу, осуществляющему операционный контроль.
Средства измерения.
Контролируемые параметры свариваемых деталей в процессе подогрева (условия проведения, температура, время выдержки, температура охлаждения и т.д.) и нормы оценки качества.
Контролируемые параметры свариваемых деталей перед сборкой (маркировка, документы о входном контроле, форма и размеры кромок, чистота и т.д.) и нормы оценки качества.
Контролируемые параметры сварных соединений в процессе сборки (зазор, смещение, взаимное пространственное расположение, прихватка и т.д.) и нормы оценки качества.
Контролируемые параметры сварных соединений в процессе сварки (технологические материалы, последовательность выполнения технологических приемов, послойный визуальный контроль, зачистка, маркировка и т.д.) и нормы оценки качества.
Контролируемые параметры сварных соединений в процессе термообработки (температура, время выдержки, среда, термоизоляция и т.д.) и нормы оценки качества.
Оформление результатов операционного контроля.
6.3. Визуальный и измерительный контроль сварных соединений.
Требования к лаборатории, проводящей визуальный и измерительный контроль.
Требования к персоналу, проводящему визуальный и измерительный контроль.
Объем контроля.
Методика проведения контроля.
Средства контроля и условия проведения контроля.
Контролируемые параметры и дефекты, выявляемые при визуальном и измерительном контроле.
Нормы оценки качества сварных соединений по результатам контроля.
Оформление результатов контроля.
6.4. Контроль физическими методами.
Требования к лаборатории, проводящей контроль физическими методами.
Требования к персоналу, проводящему контроль физическими методами.
Объем контроля.
Условия применения физического метода контроля (материал, типоразмеры, конструкция сварных соединений и т.д.).
Методика проведения контроля.
Оборудование, приспособления, инструмент и условия проведения контроля.
Дефекты, выявляемые данным методом контроля.
Обработка результатов.
Нормы оценки качества сварных соединений.
Оформление результатов контроля физическим методом.
6.5. Механические испытания.
Требования к лаборатории, проводящей механические испытания.
Требования к персоналу, проводящему механические испытания.
Оборудование и условия проведения контроля.
Перечень и количество образцов.
Методика проведения контроля.
Обработка результатов.
Нормы оценки качества сварных соединений по результатам испытаний.
Оформление результатов испытаний.
6.6. Другие виды испытаний (металлография, cтилоскопирование и т.д.).
Требования к лаборатории, проводящей испытания.
Требования к персоналу, проводящему испытания.
Оборудование и условия проведения контроля.
Виды и количество образцов.
Методика проведения контроля.
Обработка результатов.
Нормы оценки качества сварных соединений по результатам испытаний.
Оформление результатов испытаний.
7. Приложения
Формы и примеры заполнения документов (акты входного контроля, журнал сварочных работ, журнал прокалки электродов, акт проверки технологических свойств электродов, заключения испытаний и т.д.).
Карты сварки производственных сварных соединений.
ОАО «Газпром» / Реестр систем покрытий и лакокрасочных материалов для противокоррозионной защиты надземных металлоконструкций, технологического оборудования и строительных сооружений, 2013 год
ОАО «НК»Роснефть» / Технологическая инструкция компании по антикоррозионной защите емкостного технологического оборудования, 2013 год № П2-05.02 ТИ- 0002
ОАО «Лукойл» / РД Антикоррозионная защита статического оборудования и сооружений организаций нефтепереработки, газопереработки и нефтехимии группы Лукойл, 2011 год
ОАО «Татнефть» / Отчет по договору № 0750/8/562 от 25.07.11
ОАО АНК «Башнефть» / Рабочий документ по месторождению им. Требса и Титова, Приложение №1, 2013 год
ООО «Башнефть-Добыча» / Инструкция по противокоррозионной защите промыслового емкостного оборудования в ОАО АНК «Башнефть»
ОАО «Газпром нефть»
Использует реестр ОАО «Газпром» (см. п. 1), технологическую инструкцию ОАО «НК»Роснефть» (см. п. 2), реестр ОАО «АК»Транснефть», либо непосредственно проектную документацию.
ОАО ЦНИИС/СТО-01393674-007-2011 Защита металлических конструкций мостов методом окрашивания, 2011 год
ОАО «ТрестГидромонтаж» / Приложение №1 к РД ГМ-01-02 Защита от коррозии механического оборудования и специальных стальных конструкций гидр отехнических сооружений, 2006 год
ОАО «РЖД» / Технологические указания по окраске металлических конструкций железнодорожных мостов, 2012 год
ОАО «РЖД» / Типовой технологический регламент выполнения работ по защите от коррозии бетонных и железобетонных конструкций строящихся и эксплуатируемых железнодорожных мостовых сооружений системами покрытий компании Интернэшнл Пэйнт ЛТД. (АКЗО НОБЕЛЬ Н.В.), 2012