








Категория: Инструкции
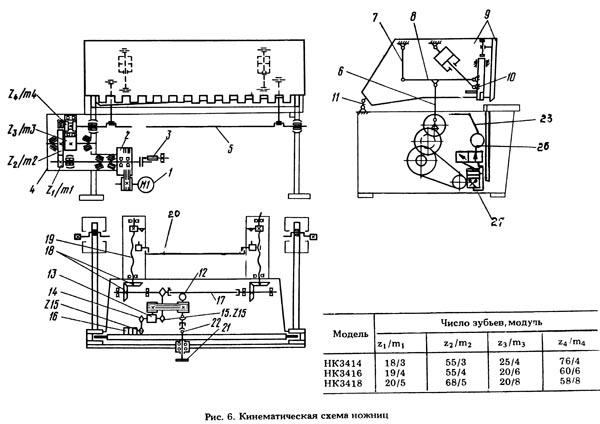

Конструкция гильотинных ножниц НК3414, НК3416, НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
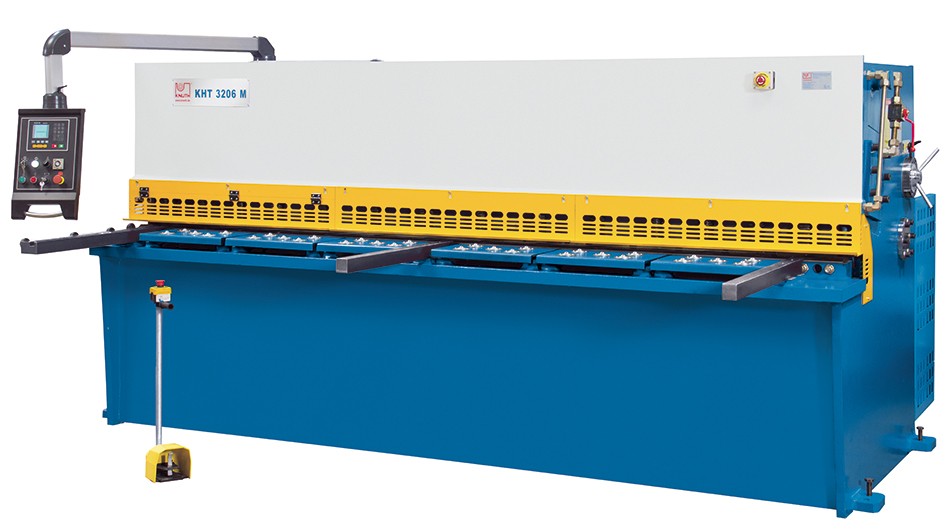
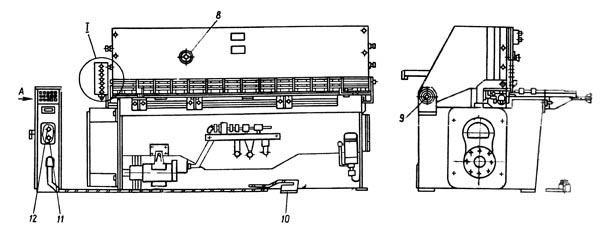
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
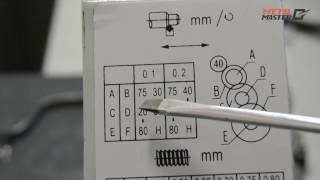
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t" зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Схема электрическая принципиальная гильотинных ножниц НК3418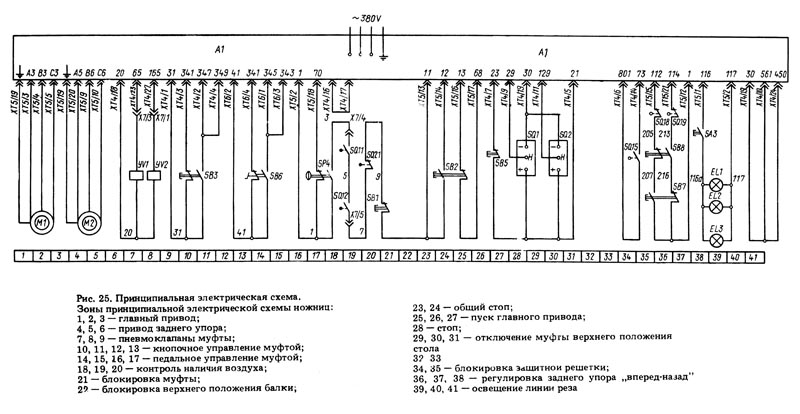
На ножницах НК3414, НК3416, НК3418 установлено следующее основное электрооборудование:
На ножницах применены следующие величины напряжения:
Напряжение цепей управления:












Без точного и качественного раскроя металла в современной промышленности уже не обойтись. Резка листовых и полосовых материалов из стали, различных сплавов и цветных металлов широко применяется на машиностроительных предприятиях, в авиа-, тракторо- и судостроении, а также в смежных отраслях. Выполнять столь востребованную работу призваны листовые гильотинные ножницы или просто гильотины.
Задача гильотины – это черновой раскрой металлического листа в продольном, либо поперечном направлениях. Но черновой – не значит грубый. Речь в данном случае о том, что это первоначальная обработка, но с очень высоким уровнем точности и качества. Причем, толщина обрабатываемой пластины значения не имеет. Лишь бы не превышала максимальные для данного вида оборудования 35 мм. В общем, применяют гильотинные ножницы, в первую очередь, для создания заготовок, которые было бы удобно складировать и хранить, а в последующем и запускать в дальнейшую обработку.
Виды, принцип действия и устройство гильотинных ножницОсновными элементами гильотинного станка являются: станина (монолитная или из сварных листов) и два ножа. Станина представляет собой две стойки, связанные друг с другом траверсами и балкой. На одной установлен нижний неподвижный нож, на другой ножевой балке – верхний. Закрепленный на станине рабочий стол служит для удобной подачи материала. Он .jpg) оснащается угольником и удлинителями для резки длинных листов. Обрабатываемая на гильотине заготовка крепится на столе прижимным устройством. Станок снабжен и предохранительным механизмом. Если возникает перегрузка, то специальная шпилька срезается и процесс останавливается.
оснащается угольником и удлинителями для резки длинных листов. Обрабатываемая на гильотине заготовка крепится на столе прижимным устройством. Станок снабжен и предохранительным механизмом. Если возникает перегрузка, то специальная шпилька срезается и процесс останавливается.
По типу привода гильотины бывают гидравлические, электромеханические и ручные (используются для резки металла малой толщины). Наиболее мощные установки имеют электропривод и применяются в серийном производстве на крупных предприятиях. Управляют станками с помощью контроллера или системы ЧПУ. Качество реза в обоих случаях отличное, но числовое программное управление дает большую функциональность.
Подразделяются гильотинные ножницы и по типу реза. прямой и поворотный. То есть конструкционно ножи расположены параллельно, либо наклонно. В обоих случаях рез осуществляется по линии их смыкания. Причем, рассечение происходит настолько точно и качественно, что на краях не остается заусенцев. Не страдают даже краска и полимерное покрытие, если они нанесены на лист.
 Сам процесс реза происходит следующим образом. Через привод движение передается на маховик. Далее – на две пары зубчатых колес и затем – на кривошипный вал. Он с помощью двух шатунов приводит в действие систему ножей. Нижний неподвижен, а верхний нож движется возвратно-поступательно. При этом поперечный рез осуществляется за один ход ножа, а продольный (если длина свыше 2000 мм) рядом повторных движений.
Сам процесс реза происходит следующим образом. Через привод движение передается на маховик. Далее – на две пары зубчатых колес и затем – на кривошипный вал. Он с помощью двух шатунов приводит в действие систему ножей. Нижний неподвижен, а верхний нож движется возвратно-поступательно. При этом поперечный рез осуществляется за один ход ножа, а продольный (если длина свыше 2000 мм) рядом повторных движений.
В стандартную комплектацию гильотинных ножниц по металлу обычно входят: электрооборудование и комплект ножей, упор и удлинители стола, а также набор гаечных ключей и техническая документация. В целом, устройство гильотинных ножниц отличается современным дизайном, удобством в работе, высокой шумоизоляцией и надежностью.
Модели гильотинных ножницАссортимент гильотинных ножниц по металлу представлен на рынке технологичного оборудования довольно широко. Установки различных производителей характеризуются большим спектром функциональных характеристик, а комплектация может меняться в зависимости от потребностей конкретного заказчика.
В нашем обзоре мы подробно опишем лучшие на сегодняшний день модели гильотинных ножниц в классе и расскажем о наиболее интересных установках российского производства.
Гильотинные гидравлические ножницы SMD SB 2500 с контроллером ESTUN E10 (Япония – Турция – Китай). В настоящее время эта установка от крупнейшего мирового производителя оборудования для металлообработки является лидером продаж. В принципе, все станки этой компании характеризуются высокой мощностью и технологичностью. Однако гильотины серии SB выделяются даже на этом фоне. Установка SB 2500 в серии самая младшая, но даже она отличается богатой комплектацией и повышенным порогом безопасности использования.
Максимальная ширина обрабатываемого на станке листа – 2500 мм, а толщина – 20 мм. Ноу-хау установки – не прямолинейное и даже не поворотное расположение ножей, а качающееся. То есть во время реза верхняя балка с ножом движется по дуге, что обеспечивает идеальную точность.
К другим достоинствам гильотины относятся:
– сварная, термически обработанная рама, обеспечивающая высокую жесткость и стабильность всей конструкции;
– компактная, но при этом очень надежная гидравлическая система;
– быстрое и удобное регулирование зазора между лезвиями по специальной шкале;
– а также подсветка реза и защитный экран рабочей зоны.
Стоимость на станок начинается от 650 тысяч рублей.
Гильотинные гидравлические ножницы «Гигант» FORB-K QC12K-4x2500 с ЧПУ (Россия). Очень популярная модель у большинства отечественных металлообрабатывающих предприятий. Отличается простотой и удобством управления, легкостью в обслуживании и эксплуатации. Установка подходит как для единичного, так и серийного производства. Точность и качество реза на очень высоком уровне (дискретность – 0,1 мм).
.jpg) Гильотина станкостроительной компании «Гигант» оснащена контроллером последнего поколения NC Estun E20. Это позволяет управлять аппаратом с помощью дистанционного программного пульта. Более того, ряд процессов значительно упрощается и автоматизируется. Например, перестройка ножей при изменении раскроя листа, или регулировка зазора между лезвиями.
Гильотина станкостроительной компании «Гигант» оснащена контроллером последнего поколения NC Estun E20. Это позволяет управлять аппаратом с помощью дистанционного программного пульта. Более того, ряд процессов значительно упрощается и автоматизируется. Например, перестройка ножей при изменении раскроя листа, или регулировка зазора между лезвиями.
К другим полезным параметрам станка можно отнести:
– цельносварную двухстоечную станину, обеспечивающую крепость всей конструкции;
– повышенную износостойкость ножниц;
– систему безопасности с фотоэлементами по европейским стандартам безопасности.
Дополнительно (по желанию заказчика) комплектацию можно дополнить:
– столом автоматической подачи;
– пневматической системой поддержки отрезанного листа и пр.
Стоимость на станок начинается от 950 тысяч рублей.
Владислав Пермин, специально для Equipnet.ru
Если вам необходимо купить спецтехнику, однако вы не совсем хорошо представляете, какая она бывает и какая вам нужна, на помощь вам придет раздел сайта Equipnet.ru статьи спецтехника. В данном разделе вы сможете найти достаточно много статей о новинках спецтехники, а также местах, где наиболее удобно, а главное без обмана, можно купить оригинальные запчасти, отремонтировать вашу технику и многое другое. Кроме того, раздел статьи спецтехника содержит информацию об изменениях таможенного кодекса, дате, времени и месте проведения всевозможных выставок, условиях покупки какой техники и многом другом.
Все материалы данного сайта, авторские права на которые принадлежат EquipNet.ru, могут быть свободно воспроизведены в любых средствах
массовой информации с единственным обязательным условием: ссылка на EquipNet.ru, для сайтов - гиперссылка.
Телефон тех. поддержки +7 (495) 228-13-22
Equipnet.ru — "Оборудование для бизнеса"
Свидетельство о регистрации СМИ
Эл № ФС77-60210 от 17 декабря 2014 г.
Все права защищены®
2000 — 2015© «Гипер-Пресс»

September 24, 2016
Обработка твердых строительных материалов нередко требует использования специального инструмента. Операция резки листового металла является одной из наиболее распространенных. Довольно разнообразно и оборудование, которое позволяет качественно ее выполнять. Сегодня такие задачи решаются и термическими аппаратами, и лазерными установками, а также пескоструйными гидроабразивными машинами. При этом сохраняют актуальность и традиционные механические инструменты, которые также дают неплохой результат. К таким устройствам относятся гильотинные ножницы, представленные на рынке в широком ассортименте.

Условно группу гильотинных резаков можно подразделить на три сегмента. Первый будет включать наиболее мощные электротехнические станки, которые работают на приводном механизме и включают в устройство полноценный двигатель. Это наиболее мощные гильотинные ножницы, при помощи которых можно осуществлять рубку металлических листов в режиме производственного потока. Далее следует промежуточная категория резчиков, представители которой лишены электропривода, но также имеют массивный активный элемент в виде резака и станину, наличие которой объединяет такие модели с первым классом рубанков.
Если речь не идет о сложных операциях, которые планируется выполнять в больших объемах, то есть смысл использовать компактные и нетребовательные в обслуживании резаки. Это ножницы гильотинные ручные, устройство которых максимально оптимизировано под быструю работу с небольшими заготовками. Таким инструментом можно обрезать небольшое металлическое полотно под нужные размеры, затрачивать на это немного усилий.

Опять же, конструкция и ее характеристики определяются типом конкретной модели. Если говорить о станках, то их устройство представлено несущей платформой, рабочим столом, электродвигателем, зажимным механизмом, а также режущими ножами, которые приводятся в движение после активации силовой установки. Существенно отличаются гильотинные ножницы по металлу ручного типа. У них также имеется два ножа, один из которых даже в процессе эксплуатации остается неподвижным, но сам принцип работы базируется на мускульном усилии. В последних моделях предусматриваются и вспомогательные механизмы подачи листов и позиционирования. С помощью таких приспособлений оператор может с большей точностью организовать поточную обработку металла с разными параметрами.
Основные характеристики гильотинных ножницРабочие характеристики являются главным критерием выбора гильотинных ножниц. Одним из основных параметров является усилие, с которым оборудование и, в частности, нож воздействует на заготовку. Так, среднее значение по силовой нагрузке у станочных моделей составляет порядка 5-7 кг/мм 2. Далее учитываются ширина и толщина, с которыми работают гильотинные ножницы. Характеристики станочного оборудования позволяют осуществлять резку листов толщиной от 0,5 до 3 мм. У ручного инструмента данный показатель редко превышает 2 мм. Имеет значение в рабочем процессе и ширина реза. В зависимости от модели это значение может варьироваться в среднем от 1000 до 1500 мм. Частота выполнения операций влияет на общую производительность гильотины и обычно составляет около 60 резов в минуту.

Эксплуатационные возможности гильотинного станка напрямую определяются потенциалом силовой установки, которая обеспечивает функцию ножей. Для начала следует подразделить станки на модели, работающие от сети на 220 и 380 В. Мощность же является главным показателем производительности агрегата и обычно составляет 3-4 кВт. Такой потенциал дает возможность уверенно справляться с толстыми листами на высокой частоте. К слову, крутящий момент, на котором работают гидравлические гильотинные ножницы, может составлять 1200-1500 об/мин. Здесь важно отметить зависимость электродвигателя от конструкционного исполнения. Так, чем шире возможности реза, тем выше должен быть силовой потенциал привода.

Сегмент ручных гильотин для работы с металлом в основном представляют агрегаты сабельного типа. В основе их конструкции заложена небольшая панель или платформа, удерживающая основу, а непосредственно резку выполняет движимый нож. Как уже отмечалось, гильотинные ножницы с ручным принципом работы могут обслуживать листы толщиной до 2 мм. Как правило, в случае с нержавеющей сталью этот показатель составляет 1,5-1,7 мм. Однако алюминиевые листы могут поддаваться резке таким инструментом и при толщине, превышающей 2 мм. Правда, длина резки все равно заметно уступает полноценным станкам – в стандартных семействах максимум достигает 1300 мм. С другой стороны, подобные модели выигрывают за счет компактных размеров и небольшой массы, которая редко превышает 100 кг. Соответственно, ручную гильотину можно переносить по рабочей площадке в разные точки выполнения монтажных операций, что упрощает производственно-строительный процесс.

В дополнение к гильотинному оборудованию производители предлагают наборы обрабатывающих инструментов, средства индивидуальной защиты и регулирующую оснастку. С точки зрения выполнения главной операции резки важно иметь под рукой качественные алмазные надфили, которые чаще всего используют для слесарных операций с металлом, а также плиточными изделиями и стеклом. Данные приспособления помогут, если основные работы производят ножницы гильотинные механические, не позволяющие получить аккуратный рез. Иными словами, надфили позволят сделать кромку качественнее и ровнее. Также для регулировки гильотинных станков следует предусмотреть наборы соответствующих ключей. Обычно для такой цели применяют цельнометаллический слесарный угольник. Что касается средств индивидуальной защиты, то они должны быть в оснащении оператора электротехнического станка. В базовый набор входят: перчатки, фильтрующая полумаска, очки и противошумные наушники.
Техническое обслуживаниеВ обязательном порядке обслуживающий персонал должен проверять надежность крепления движимых частей станка, качество фиксации станины, корректность расположения платформы и рабочего стола. Правильно установленный и отрегулированный станок обеспечит выполнение резки с высокой точностью и без отклонений от технического задания. Отдельное внимание уделяется электромотору, который приводит в действие гильотинные ножницы и в некоторых моделях отвечает за автоматическую подачу листов. Следует проверять состояние масла, систем охлаждения и угольные щетки при их наличии. Мастера уделяют внимание и балочным механизмам, которые участвуют в осуществлении передачи крутящего момента. Муфты и шестерни должны находиться в оптимальном рабочем состоянии, иначе функция резчика просто не будет выполняться.

Сегмент гильотинного оборудования не так распространен, как более технологические и в то же время дорогостоящие аппараты для высокоточной резки металла. Тем не менее, выбор есть. В частности, на отечественном рынке данная продукция представлена марками Stalex, «Энкор», MetalMaster и т. д. Под брендом Stalex выходят неплохие по качеству сборки станки, справляющиеся с твердыми марками стали. Во многом это обусловлено использованием качественных высокоуглеродистых резаков в конструкции станков. Кроме того, сварная конструкция повышает надежность установки в целом, поэтому отсрочивается и ремонт гильотинных ножниц Stalex. Как отмечают сами пользователи, восстановлению через продолжительное время эксплуатации придется подвергать только механизм листового прижима и систему ограничения глубины подачи материала. Что касается моделей от фирм «Энкор» и MetalMaster, то они преимущественно представлены ручными сабельными резаками с простой конструкцией и удобным механизмом управления. Единственной проблемой эксплуатации таких инструментов является дефицит сменных ножей, на что чаще всего и жалуются владельцы оборудования.

Главное достоинство, за счет которого все еще пользуются спросом механические резаки, является комбинация надежности, простоты обращения и умеренная цена. По этим показателям ножницы листовые гильотинные заметно превосходят альтернативное оборудование, выполненное по современным технологиям. Но есть и недостатки у гильотинного рубанка, которые следует учитывать при его выборе. В первую очередь это касается качества резки. Дело в том, что ровный и аккуратный рез могут обеспечить только некоторые модели ручных модификаций – и то, при условии наличия определенных навыков у пользователя. Станочные версии по большей части ориентированы на массовую обработку больших объемов листового металла, но рассчитывать на обеспечение ими гладкой кромки не стоит.

* Щелкните мышкой на рисунок для его увеличения
Предлагаем Вашему Вниманию промышленную электромеханическую установку для резки металла, металлического проката НГ-6,3. Ножницы модели НГ-6,3 являются электромеханическими, электродвигатель гильотины работает от трехфазной сети на 380В, гидравлических узлов, где требуется замена масла, соблюдение температурных режимов, и пневматических узлов в станке нет.
Установка для резки металла НГ-6,3 стоимость – 850 000,00 руб с НДС.
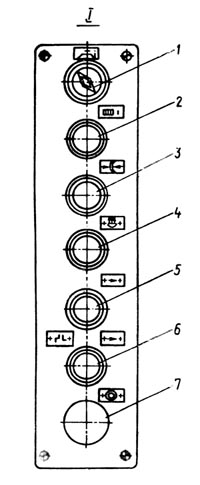
Установка для резки металла НГ-6,3 относится к группе «отечественные гильотинные ножницы по металлу», выпускается на российском станкостроительном заводе по выпуску кузнечно-прессового оборудования. Компания СтанкоПоставка готова предложить Вам установку для резки металла серии НГ-6,3 моделей НГ-6,3 с длиной рабочего реза 2000мм, гильотину НГ-6,3/2,5 с длиной отрезаемого листа 2500мм и ножницы НГ-6,3/3 с длиной ножа 3000мм.
Краткий принцип работы гильотинных ножниц по металлу НГ-6,3, руководство по эксплуатации. данная установка для резки металла НГ - 6,3 является промышленной гильотиной, предназначена для серийной и мелкосерийной резки металлических листов, сортового проката, прутков, различных профилей. Гильотина НГ - 6,3 может работать на производстве в 2, 3 смены подряд. Отрезаемый материал может быть черновые стали, стальные сплавы, конструкционные сплавы и т.д. Считается, что для долговременной работы гильотины предел сопротивления стали должен быть до 500 МПа. В заводской комплектации к установке для резки металла НГ-6,3 идет задний упор. Продольная резка листа может осуществляться по предварительной разметке и по выставляемому упору. Так же на гильотинных ножницах НГ-6,3 имеется боковой упор для удобства отрезания листа под углами. Величина зазора между верхним и нижним ножами в зависимости от толщины отрезаемого листа на ножницах гильотинных НГ - 6,3 выставляется автоматически. Так же на гильотине имеются несколько режимов резки ил хода ножа, это одиночный ход для единичных работ и автоматический цикл для серийных работ по металлу. Для удобства оператора зажим и крепление листа, включение режима резки осуществляется с пульта управления, сам ход ножей включается от кнопки на пульте или от выносной ножной педали. Гарантия на установку для резки листового проката, металла НГ-6,3 осуществляется в течении 12 месяцев, компания СтанкоПоставка предлагает доставку гильотины НГ - 6,3 по адресу Покупателя, проведение пуско-наладочных работ с подписанием акта приемки гильотины, гарантийное и постгарантийное обслуживание гильотинных ножниц по металлу НГ-6,3 .
Гильотинные электромеханические ножницы (установка для резки металла) НГ-6,3 цена – 850 000 рублей. Вы можете купить данные промышленные гильотинные ножницы модели НГ - 6,3 на складе в Москве компании СтанкоПоставка.
Технические характеристики установки для резки листа, металла НГ-6,3: